Example 2: Turning
6SLQGOH6SLQGOH
00::
;;
==
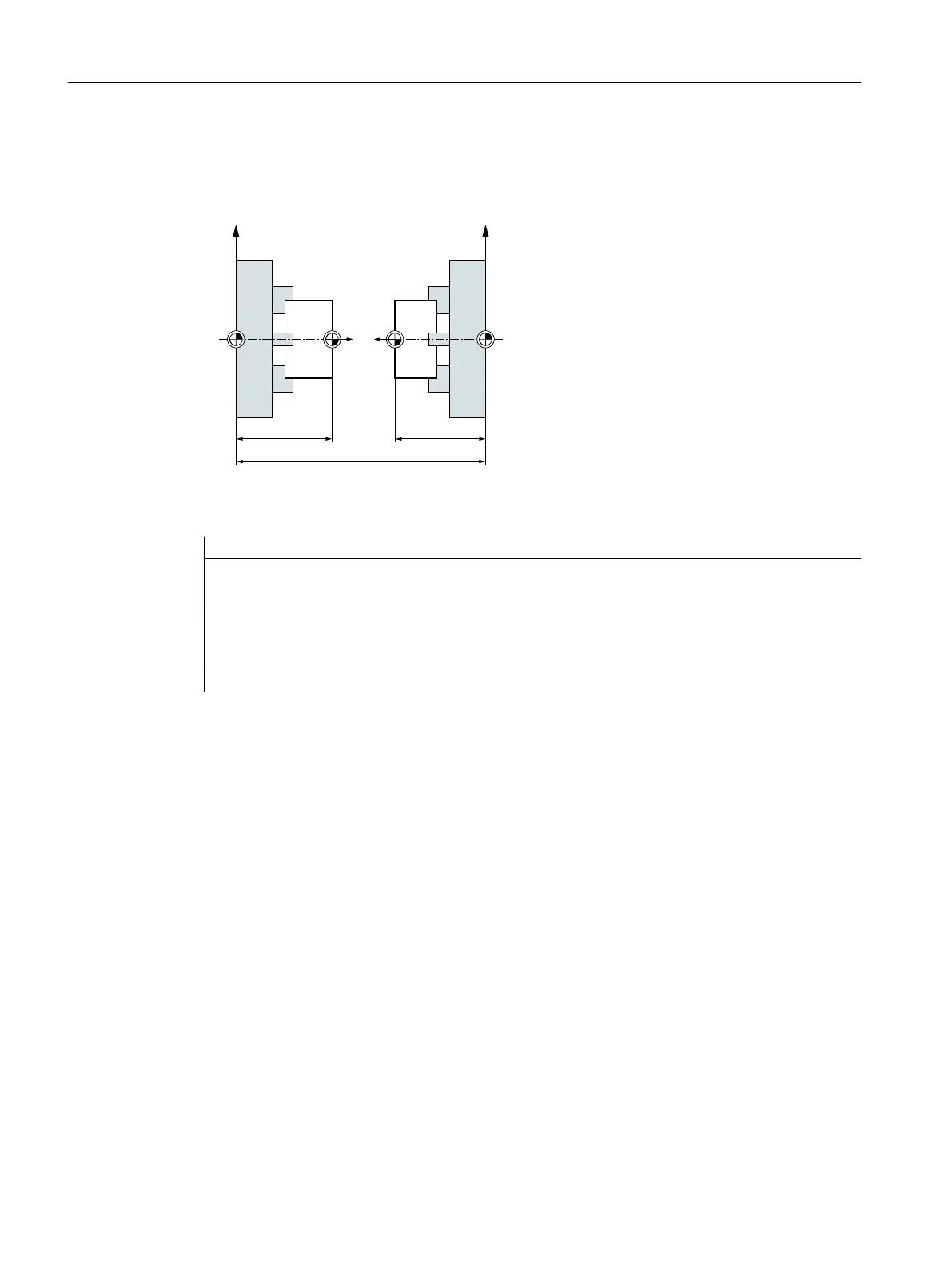
The actual machining is stored as a subpro‐
gram and execution at the respective spindle
is implemented by means of mirroring and off‐
sets.
Program code Comment
N10 TRANS X0 Z140 ; Zero offset to W
... ; Machining of the first side with spindle 1
N30 TRANS X0 Z600 ; Zero offset to spindle 2
N40 AMIRROR Z0 ; Mirroring of the Z axis
N50 ATRANS Z120 ; Zero offset to W1
... ; Machining of the second side with spindle 2
Further information
MIRROR X... Y... Z...
The mirror is programmed by means of an axial change of direction in the selected working
plane.
Example: Working plane G17 X/Y
The mirror (on the Y axis) requires a direction change in X and, accordingly, is programmed with
MIRROR X0. The contour is then mirrored on the opposite side of the mirror axis Y.
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
330 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














