However, since the wear is evaluated negatively, due to setting data SD42930
$SC_WEAR_SIGN, the compensation determined in this way has to be entered in the
compensation memory with a negative sign. The contents of the relevant tool parameters at the
end of the program are thus:
$TC_DP3[1,1]: 10.000 ; geometry L1 (unchanged)
$TC_DP4[1,1] : 15.000 ; geometry L2 (unchanged)
$TC_DP5[1,1]: 10.000 ; geometry L3 (unchanged)
$TC_DP12[1,1] : 2.010 ; wear L1 (= 10 - 15 * cos(30) + 10 * sin(30))
$TC_DP13[1,1] : -16.160 ; wear L2 (= -15 * sin(30) - 10 * cos(30))
$TC_DP14[1,1] : -5.000 ; wear L3
The effect of setting data SD42930 $SC_WEAR_SIGN on the L3 component in the Y direction
can be recognized without the additional complication caused by the frame rotation.
Additional information
Turning/grinding tools: Calculating the tool length depending on MD20360
$MC_TOOL_PARAMETER_DEF_MASK
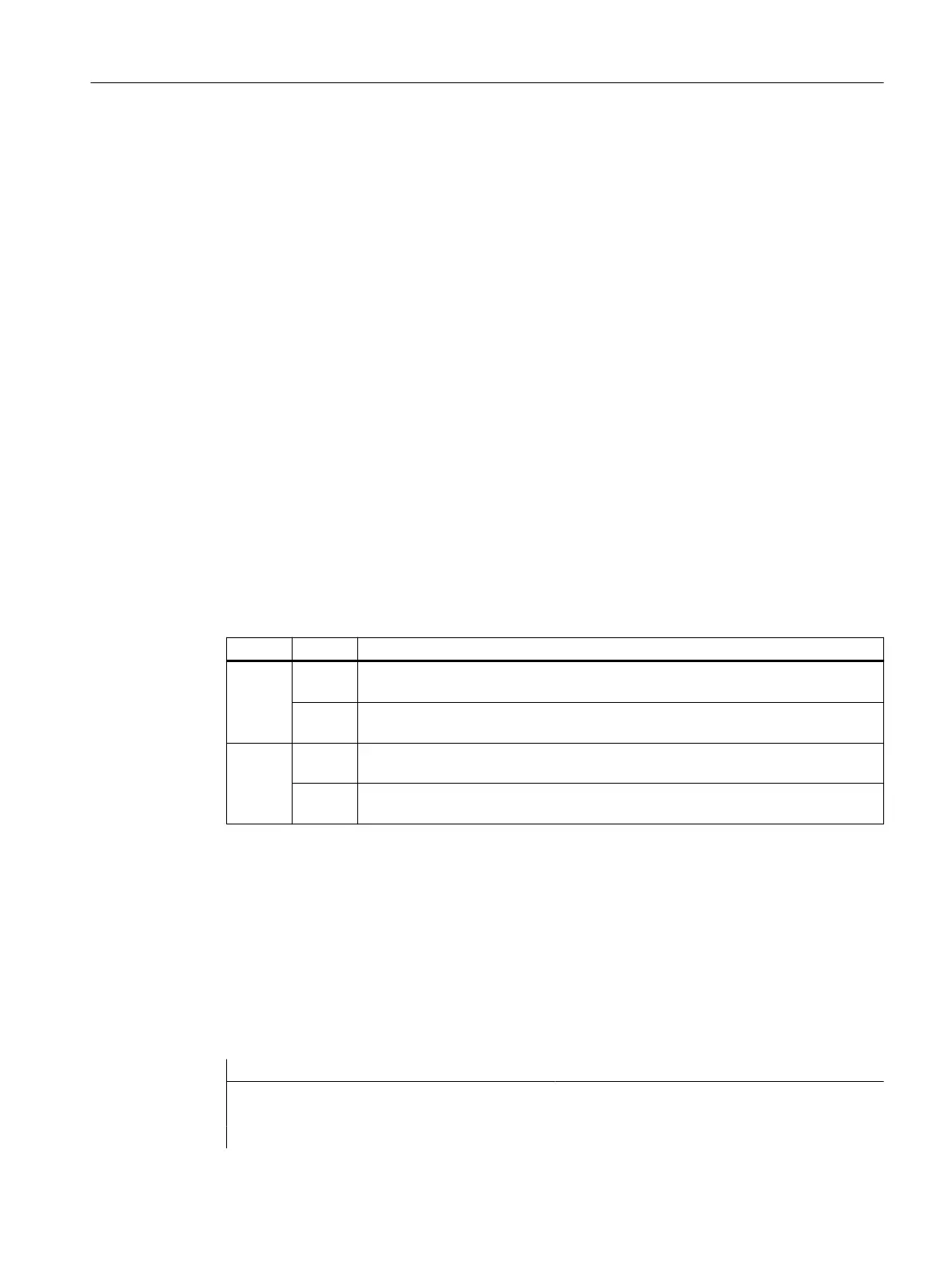
The following machine data defines how the wear and tool length are to be evaluated if a
diameter axis is used for turning/grinding tools:
MD20360 $MC_TOOL_PARAMETER_DEF_MASK.<Bit> = <Value>
<Bit> <Value> Meaning
0
0 For turning/grinding tools, the wear parameter of the transverse axis is taken into
account in the radius value:
1 For turning/grinding tools, the wear parameter of the transverse axis is taken into
account as the diameter value:
1 0 For turning/grinding tools, the tool length component of the transverse axis is taken
into account as the radius value:
1 For turning/grinding tools, the tool length component of the transverse axis is taken
into account as the diameter value:
If the bits involved are set, the associated entry is weighted with a factor of 0.5. The correction
using SETTCOR is executed so that the total effective tool length change is equal to the value
transferred in <CorVal>. If, when calculating the length, a length is evaluated with a factor of 0.5
as a result of machine data MD20360 $MC_TOOL_PARAMETER_DEF_MASK, then the
compensation of this component must be realized with twice the value transferred.
Example
MD20360 $MC_TOOL_PARAMETER_DEF_MASK = 2 (tool length must be evaluated in the
diameter axis using a factor of 0.5)
Axis X is the diameter axis.
Program code Comment
N10 DEF REAL _LEN[11]
N20 DEF REAL _CORVAL[3]
N30 $TC_DP1[1,1]=500 ; Tool type
Work preparation
3.13 Tool offsets
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 829
 Loading...
Loading...














