Programming and Operating Manual (Turning)
142 01/2017
Note
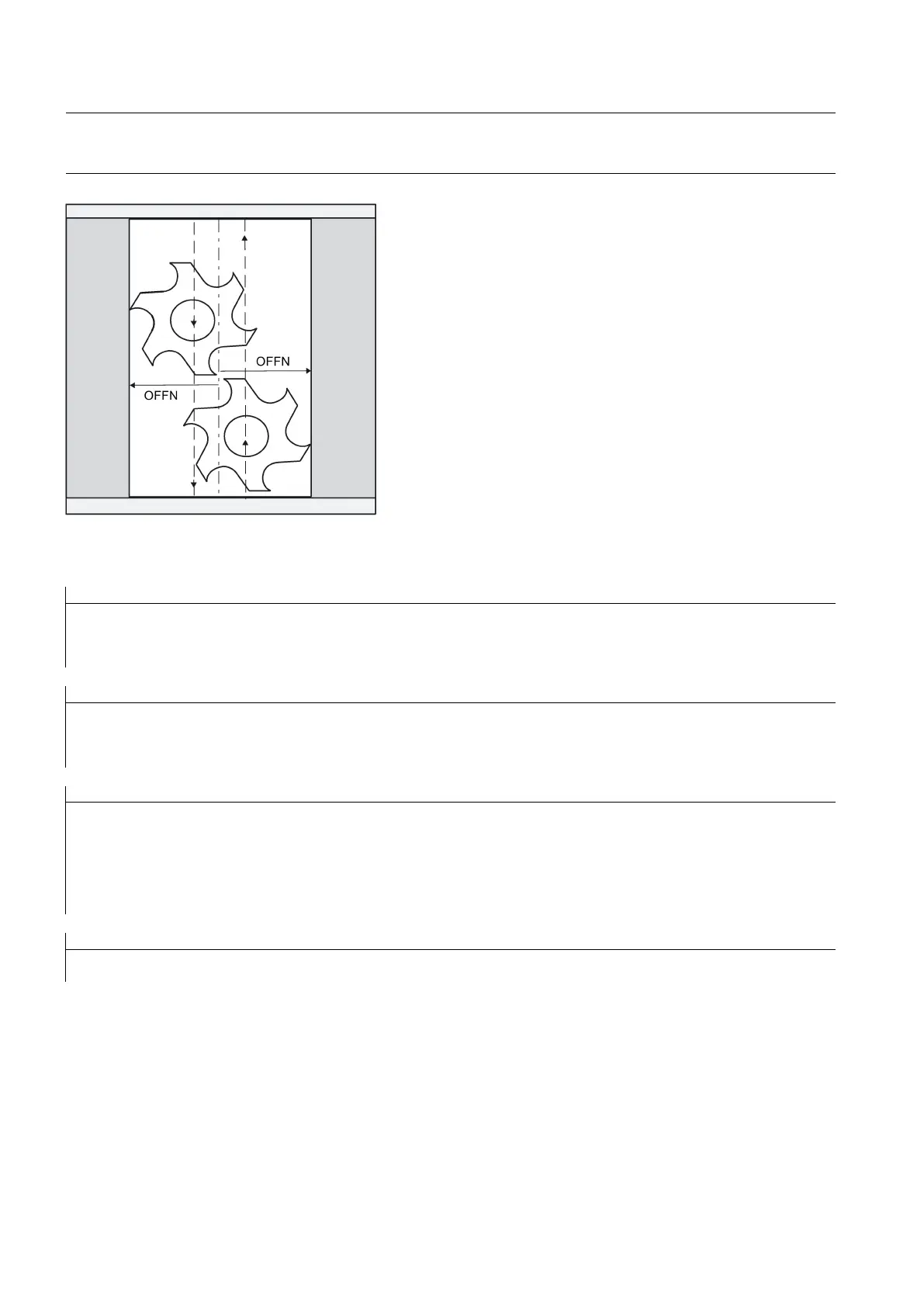
Set OFFN=0 once the groove has been completed. OFFN is also used outside of TRACYL
- for offset programming in
combination with G41, G42.
The following example is suitable for testing the parameterization of the TRACYL cylinder transformation:
Cutting edge position (Only for turning tools)
Length offset vector (Calculation acc. to type and plane)
Slot width b for slotting saw, rounding radius for milling tools
Projection k (For slotting saw only)
Angle for taper milling tools
Length and radius compensation
Remaining parameters to $TC_DP24=0 (Tool base dimension/adapter)