Programming and Operating Manual (Turning)
01/2017
189
● Defining the contour as a subroutine
NPP = name of the subroutine
– If the subroutine already exists, specify a name, and then continue.
– If the subroutine does not yet exist, specify a name and then press the following softkey:
A program with the entered name is created and the program automatically jumps to the contour editor.
– Use the following softkey to confirm your input and return to the screen form for this cycle:
● Defining the contour as a section of the called program
NPP = name of the starting label: name of the end label
Input:
– If the contour is not yet described, specify the name of the starting label and press the following softkey. If the controu
is already described (name of starting label: name of end label), directly press the following softkey:
The control system automatically creates starting and end labels from the name entered and the program jumps to
the contour editor.
– Use the following softkey to confirm your input and return to the screen form for this cycle:
Examples:
;The rough turning contour is the complete program CONTOUR_1.
;The rough turning contour is defined as a section in the calling program, which
starts from the block containing label START to the block containing label END.
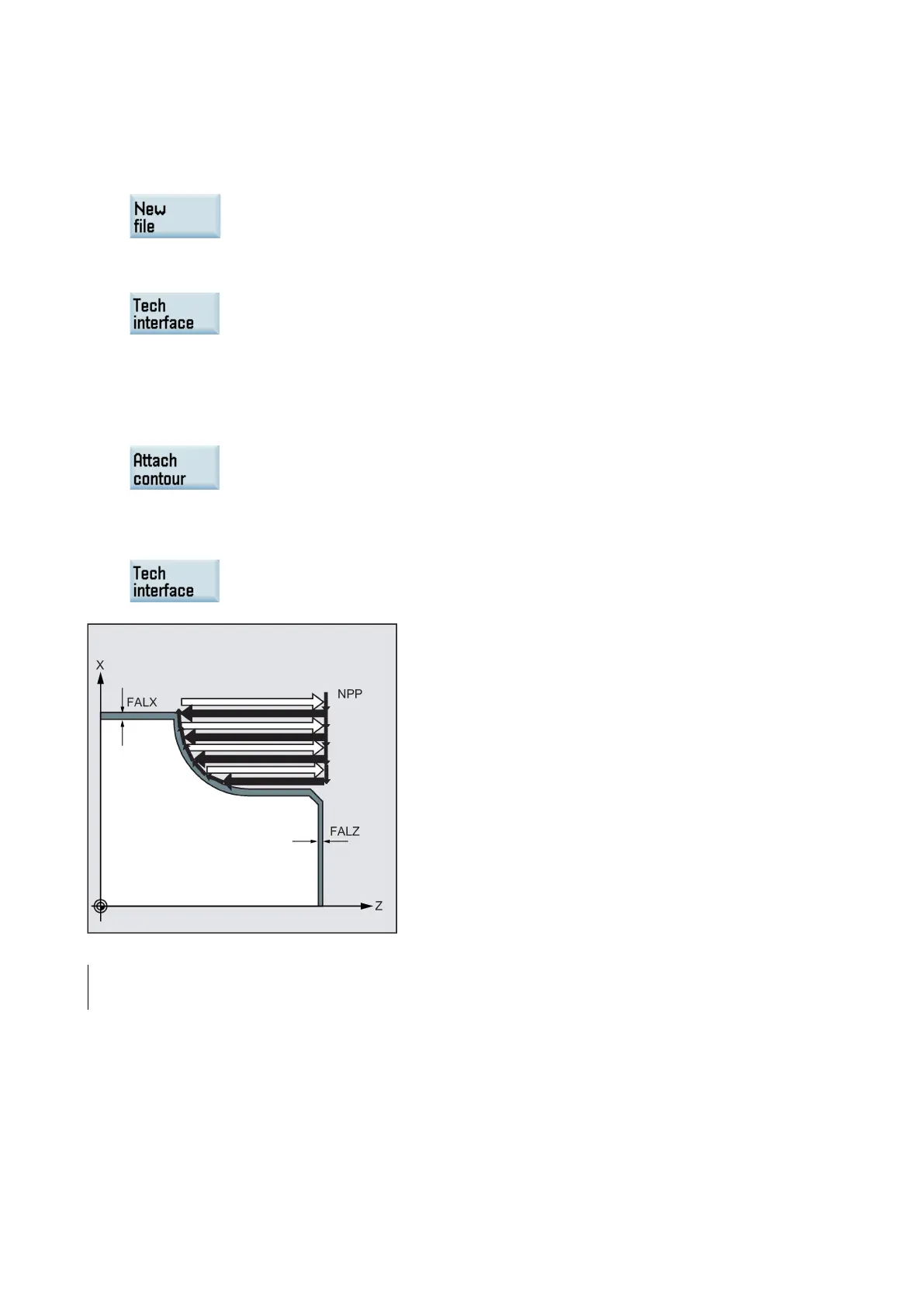
The MID parameter is used to define the maximum possible infeed depth for the roughing process.
The cycle automatically calculates the current infeed depth used for roughing.
With contours containing relief cut elements, the roughing process is divided by the cycle into individual roughing sections.
The cycle calculates a new current infeed depth for each roughing section. This infeed depth is always between the
programmed infeed depth and the half of its value. The number of required roughing steps is determined on the basis of the