Programming and Operating Manual (Turning)
188 01/2017
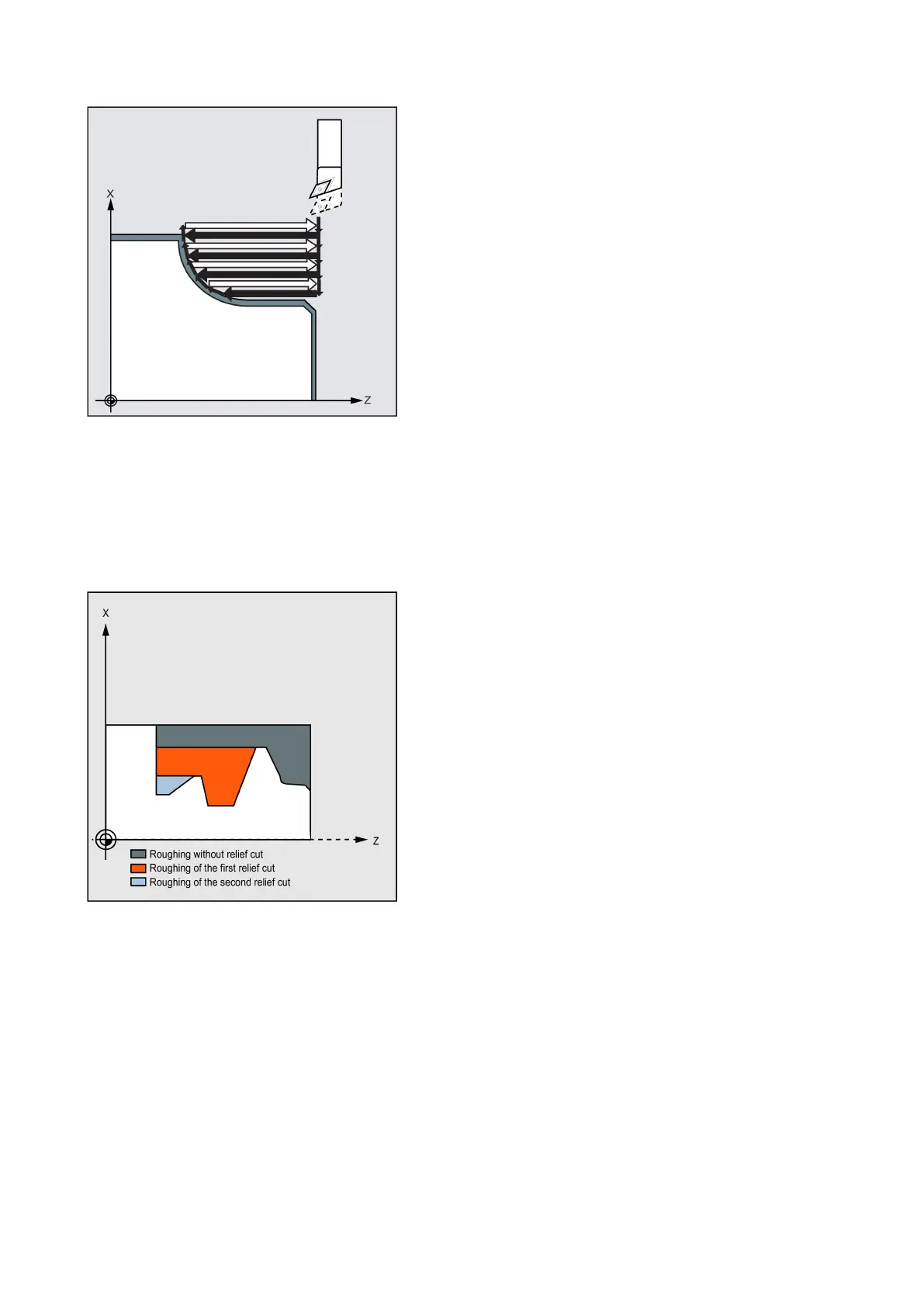
Roughing the relief cut elements:
● Approach of the starting point for the next relief cut axis by axis with G0 When doing so, an additional cycle-internal
safety clearance is observed.
● Infeed along the contour + finishing allowance with G1/G2/G3 and FF2.
● Approach of paraxial roughing intersection point with G1 and at feedrate FF1.
● Turning along the contour, carrying out retraction and return as with the first machining step.
● If there are further relief cut elements, this sequence is repeated for each relief cut.
● The cycle starting point is approached axis by axis with G0.
● The contour starting point is approached with G0 in both axes at the same time.
● Finishing along the contour with G1/G2/G3 and FF3
● Retraction to the starting point with both axes and G0
Explanation of the parameters
NPP (name)
This parameter is used to specify the contour name. You can define the contour as a subroutine or a section of the called
program.