Programming and Operating Manual (Turning)
196 01/2017
The following is the main program:
N10 T1 D1 G0 G95 S500 M3 Z125 X81
; Approach position before cycle call
N20 CYCLE95("CONTOUR_1", 5, 1.2, 0.6, , 0.2, 0.1, 0.2, 9, ,
, 0.5)
;Reapproach starting position
The following is the subprogram:
CONTOUR_1.SPF
;Subroutine for contour turning (for
N100 Z120 X37
N110 Z117 X40
N140 Z87
N150 Z77 X29
N160 Z62
N170 Z58 X44
N180 Z52
N190 Z41 X37
N200 Z35
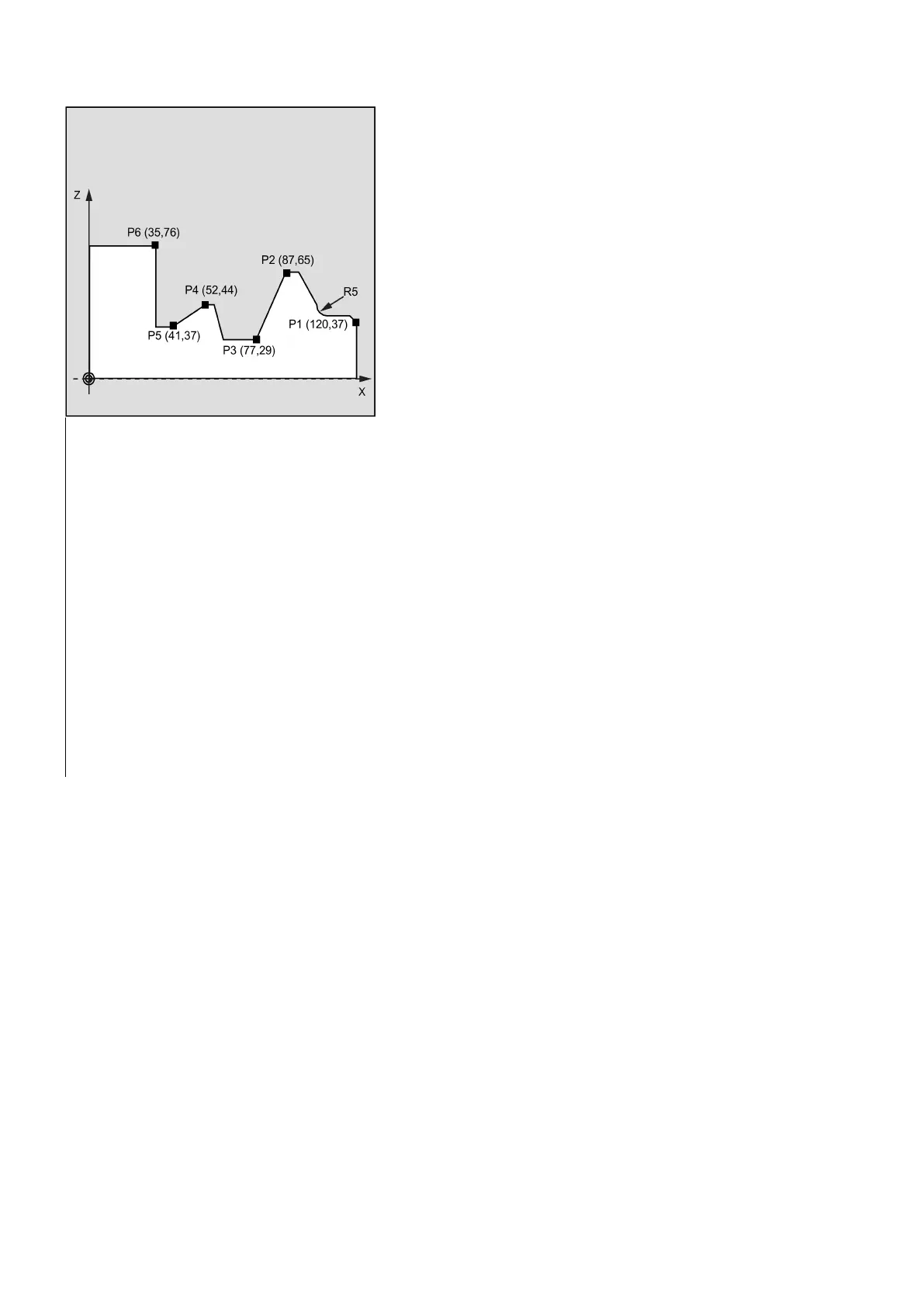
Programming example 2: Stock removal cycle
The stock removal contour is defined in the calling program and is traversed directly after the cycle for finishing has been
called.