Manual 0-4691 4-19 OPERATION
4
NOTES
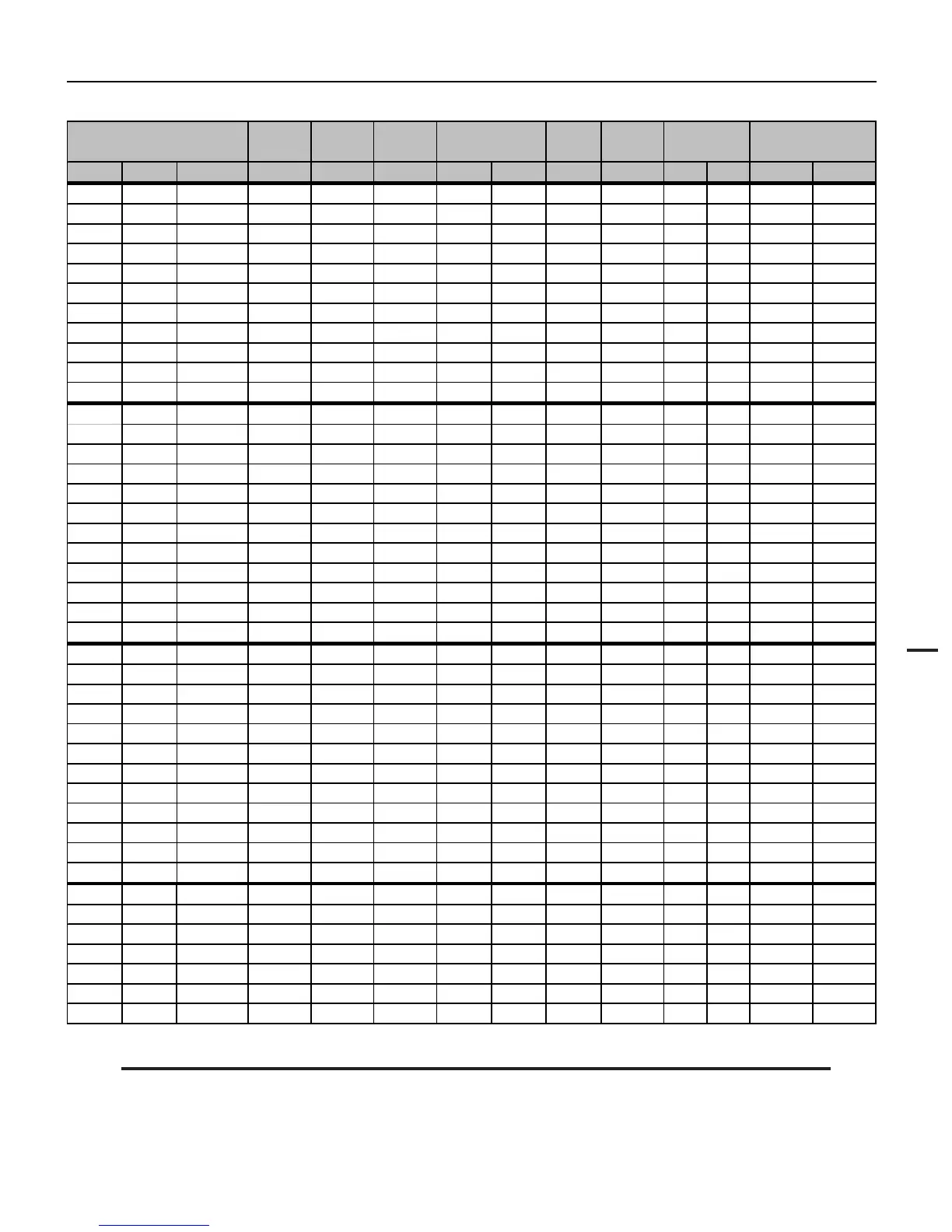
* Gas pressure shown is for torches with leads up to 25' / 7.6 m long. For 50' / 15.2 m leads, increase pressure by 5 psi / 0.34 bar.
This information represents realistic expectations using recommended practices and well - maintained systems.
Actual speeds may vary up to 50% from those shown.
Tip Current
Plasma
Press.*
Pierce
Time
Arc
voltage
In GA mm Cat. # Amps PSI In mm SEC Volts in mm IPM mm/min
0.040 20 1.0 8-8208 40 65 0.2 4.8 0.00 94 0.19 4.80 440 11176
0.052 18 1.3 8-8208 40 65 0.2 4.8 0.00 96 0.19 4.80 440 11176
0.064 16 1.6 8-8208 40 65 0.2 4.8 0.10 98 0.19 4.80 440 11176
0.079 14 2.0 8-8208 40 65 0.2 4.8 0.30 102 0.19 4.80 297 7544
0.125 3.2 8-8208 40 65 0.2 4.8 0.35 106 0.19 4.80 145.6 3698
0.135 3.4 8-8208 40 65 0.2 4.8 0.40 108 0.19 4.80 135 3429
0.187 4.7 8-8208 40 65 0.2 4.8 0.60 112 0.19 4.80 98 2489
0.250 6.4 8-8208 40 65 0.2 4.8 1.00 115 0.19 4.80 50.4 1280
0.375 9.5 8-8208 40 65 NR NR NR 122 0.19 4.80 22 559
0.500 12.7 8-8208 40 65 NR NR NR 126 0.19 4.80 13.5 343
0.625 15.9 8-8208 40 65 NR NR NR 130 0.19 4.80 8 203
0.034 22 1.6 9-8210 60 70 0.2 5.1 0.00 95 0.19 4.80 440 11176
0.079 14 2.0 9-8210 60 70 0.2 5.1 0.10 98 0.19 4.80 440 11176
0.125 3.2 9-8210 60 70 0.2 5.1 0.10 103 0.19 4.80 440 11176
0.135 3.4 9-8210 60 70 0.2 5.1 0.10 108 0.19 4.80 340 8636
0.141 3.6 9-8210 60 70 0.2 5.1 0.15 111 0.19 4.80 275 6985
0.188 4.8 9-8210 60 70 0.2 5.1 0.20 115 0.19 4.80 170 4318
0.250 6.4 9-8210 60 70 0.2 5.1 0.30 119 0.19 4.80 94.4 2398
0.375 9.5 9-8210 60 70 0.2 5.1 0.50 122 0.19 4.80 57.4 1458
0.500 12.7 9-8210 60 70 0.2 5.1 0.75 128 0.19 4.80 34.4 874
0.625 15.9 9-8210 60 70 NR NR NR 131 0.19 4.80 23 584
0.750 19.1 9-8210 60 70 NR NR NR 134 0.19 4.80 17.6 447
1.000 25.4 9-8210 60 70 NR NR NR 140 0.19 4.80 8 203
0.047 19 1.2 9-8211 80 65 0.2 5.1 0.00 101 0.19 4.80 419 10643
0.125 3.2 9-8211 80 65 0.2 5.1 0.05 101 0.19 4.80 301 7645
0.135 3.4 9-8211 80 65 0.2 5.1 0.10 101 0.19 4.80 280 7112
0.188 4.8 9-8211 80 65 0.2 5.1 0.20 101 0.19 4.80 182 4623
0.250 6.4 9-8211 80 65 0.2 5.1 0.30 108 0.19 4.80 124 3150
0.375 9.5 9-8211 80 65 0.2 5.1 0.40 115 0.19 4.80 65.6 1666
0.500 12.7 9-8211 80 65 0.2 5.1 0.60 118 0.19 4.80 44.8 1138
0.625 15.9 9-8211 80 65 0.2 5.1 0.75 120 0.19 4.80 35 889
0.750 19.1 9-8211 80 65 NR NR NR 127 0.19 4.80 20 508
0.875 22.2 9-8211 80 65 NR NR NR 140 0.19 4.80 10 254
1.000 25.4 9-8211 80 65 NR NR NR 154 0.19 4.80 5 127
1.250 31.8 9-8211 80 65 NR NR NR 160 0.19 4.80 2 51
0.250 6.4 9-8212 100 70 0.2 4.8 0 104 0.19 4.8 149 3785
0.375 9.5 9-8212 100 70 0.2 4.8 0 110 0.19 4.8 99 2515
0.500 12.7 9-8212 100 70 0.2 4.8 0 113 0.19 4.8 65 1651
0.750 19.1 9-8212 100 70 0.2 4.8 0 118 0.19 4.8 30 762
1.000 25.4 9-8212 100 70 0.2 4.8 NR 123 0.19 4.8 19 483
1.250 31.8 9-8212 100 70 0.2 4.8 NR 129 0.19 4.8 14 356
1.500 38.1 9-8212 100 70 0.2 4.8 NR 135 0.19 4.8 11 279
Material: Aluminum
Torch: SL100 with Exposed Tip
Power Supply: CutMaster 151 Automated
Table: Dry
Gas: Compressed Air
Pierce HeightMaterial thickness
Stand-off
Height
Recommended
Travel Speed