Tech. Dok. / L23 880 02 / 05.99.01 © MICHAEL WEINIG AG
Troubleshooting
7-2 Profimat 23 E
Determining the cause of
snipes
Recommendations for trouble-
shooting
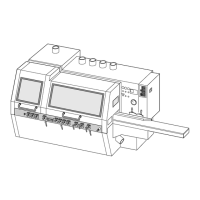
Mark faults
Immediately upon removal of the workpiece:
• Mark the feed direction and the position of the
workpiece in the machine.
• Mark snipes.
• Check for parallelism: Measure the width/height
on the infeed and out-feed side.
• Check for twist or bow: Place the workpiece
on the level bottom straightening table.
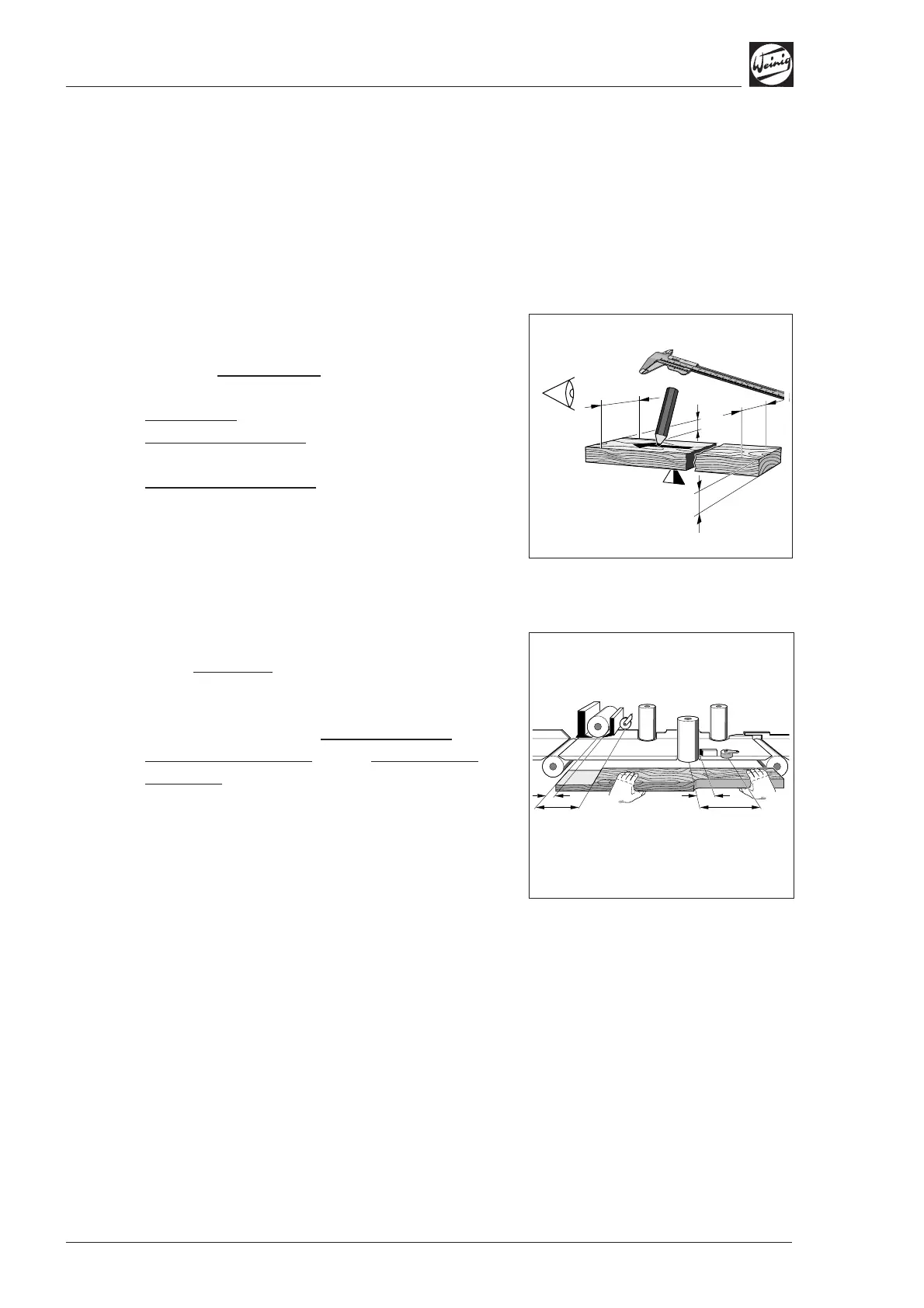
Workpiece and machine
• Hold the trial workpiece next to machine and
check which tool caused the snipe.
• Has the basic set-up of the spindle been prop-
erly performed? Check which hold-down
adjacent to the spindle, which pressure roller or
feed roller might have caused the snipe.
The component responsible for the snipe can be
located by comparing the length of snipe and
the distance between the spindle axis and the
component (see Page 7.3).
Mark workpiece
Determine cause of fault