Chapter 9 HYBRID Coater Service Manual ver1.1
86
9.11 Fitting a new stop pin in a conveyor
The first generation of stop pins were bolted. The new generation has a press fitting.
HC-1160: here the stop pin - HC-100-2021 must be press fitted into the stop block -HC-100-
0521 (twice the same for left and right hand side rail).
HC-1170: (old construction) here the stop pin (HC-100-1921) must be press fitted into the
HC-100-1020 (twice the same for left and right hand side rail).
HC-1170: (newer construction) here the stop pin (HC-100-2021) must be press fitted into
the HC-100-3425 (twice the same for left and right hand side rail).
NOTE: If the fitting of both parts isn’t a proper press fitting, glue the parts together with
Loctite; see following instructions.
To do this first clean the contact areas with Loctite Cleaner 7063 and then glue them
together with Loctite 648. Follow the drying time as advised by the Loctite instructions.
Loctite 648 instruction summary:
Thoroughly clean the surfaces which need to be glued.
Apply the glue evenly to the surfaces.
Mount cylindrical parts in a rotating way.
Mount within 60 seconds, as hardening begins at moment of contact.
Remove excessive glue
After 2 hours suitable for moving (50% cured)
After 24 hours suitable for use (100% cured)
Severe shocks to the glued parts results in glue breakage; clean the parts ultrasonic
remove all glue remains and proceed from the start of this instruction.
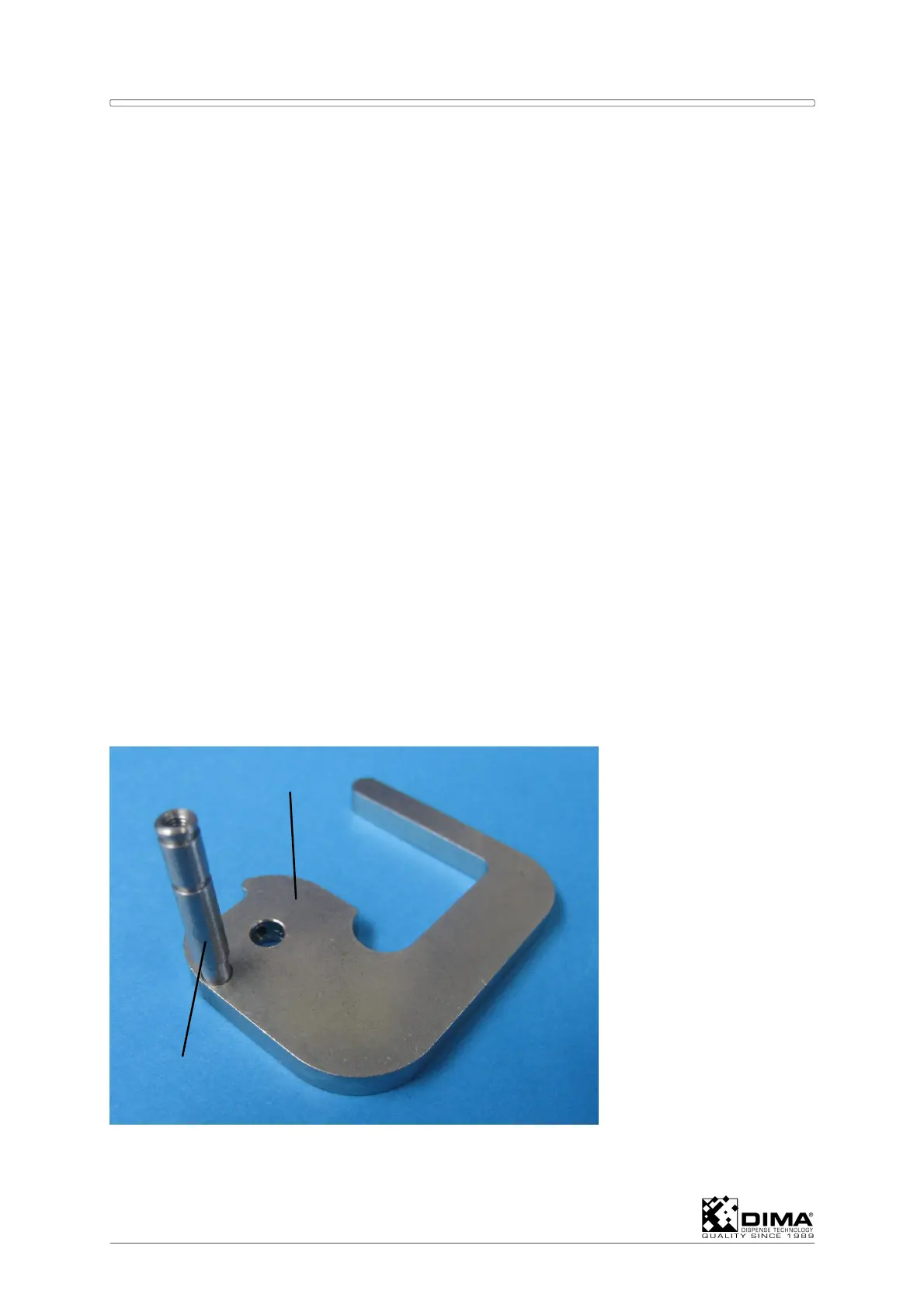
Next figure shows the general parts, no specific part numbers.
1 Stop pin
2 Stop block
2
1