18 DCM00002 REV. 16
2.5 Ultrasonic Theory
2.5.1 What Is An Ultrasonic Weld?
Ultrasonic welding joins metal parts by applying the energy of high frequency vibrations
onto the interface area between the parts to be welded.
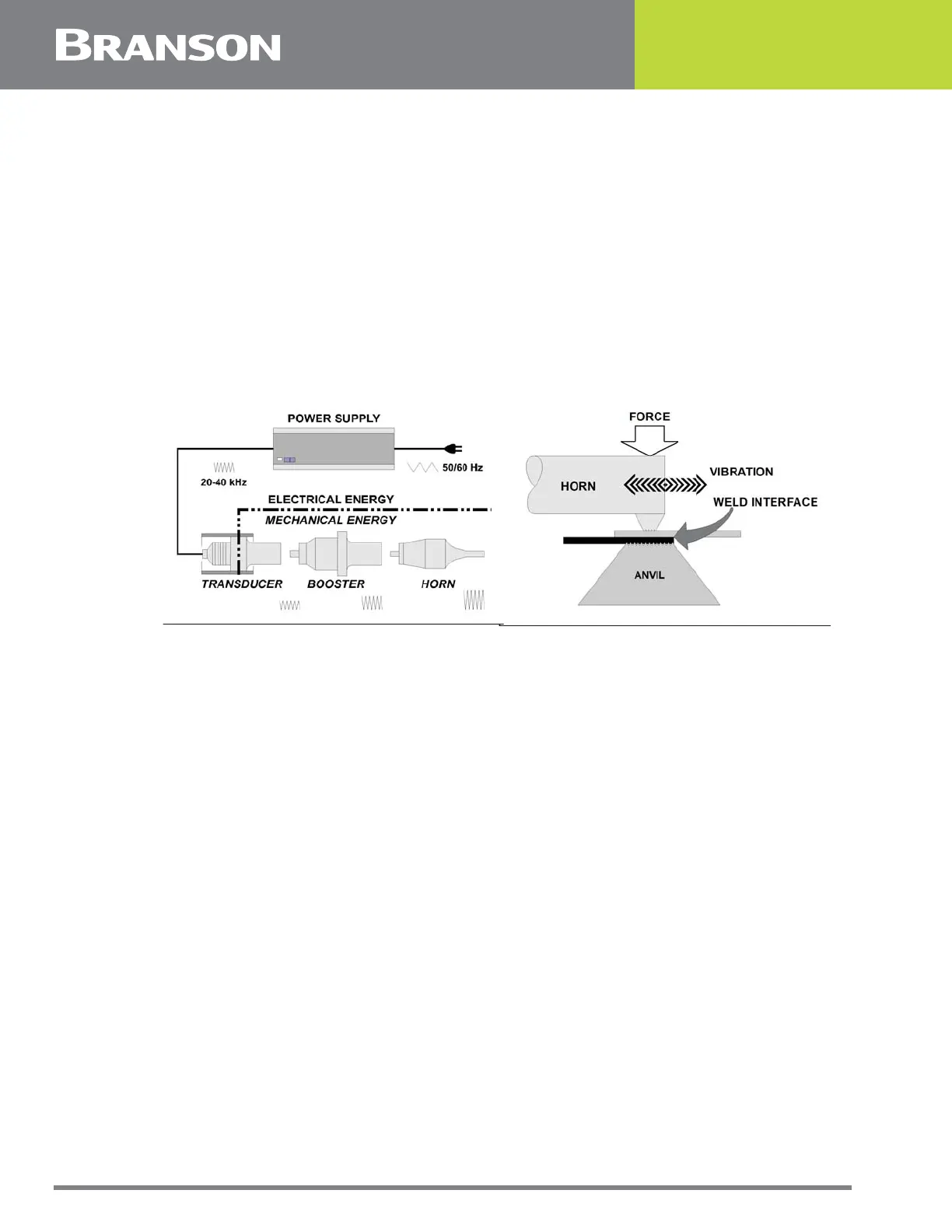
2.5.1.1 How Does It Work?
Electrical Energy is transformed into high frequency mechanical vibration. This mechanical
vibration is transferred to a welding tip through an acoustically tuned horn. The parts are
“scrubbed” together under pressure at 20,000 or 40,000 cycles per second. This high
frequency vibration, applied under force, disperses surface films and oxides, creating a
clean, controlled, diffusion weld. As the atoms are combined between the parts to be
welded, a true, metallurgical bond is produced.
Figure 2.3 How does Ultrasonic Welding Work?
2.5.2 Benefits of Ultrasonic Welding
Ultrasonic metal welding exhibits unique welding properties that include:
• Excellent electrical, mechanical, and thermal connections between similar and dissimilar metals
• Low heat build up during the ultrasonic process (no annealing of materials)
• Compensation for normal surface variations of the material
• Ability to clean surface oxides and contaminants prior to welding
• Ability to weld large areas using minimal energy
• Ability to weld thin materials to thick materials
• Low cost per weld
2.5.3 How Is An Ultrasonic Weld Made?
Although the theoretical process of producing an ultrasonic weld is uncomplicated, the
interactions of the various weld parameters are important and should be understood.
When producing an ultrasonic weld, there are three primary variables that interact; they
are:
• Time: The duration of applied ultrasonic vibration
• Amplitude: The longitudinal displacement of the vibration
• Force: The compressive force applied perpendicular (normal) to the direction of vibration