HotStart func-
tion
To obtain the best possible welding result, the HotStart function will sometimes
need to be adjusted.
Advantages
-
Improved ignition properties, even when using electrodes with poor ignition
properties
-
Better fusion of the parent material during the start-up phase, meaning few-
er cold-shut defects
-
Slag inclusions largely avoided
The setting of the available parameters is described in the section "Setup set-
tings", "Setup menu - level 2".
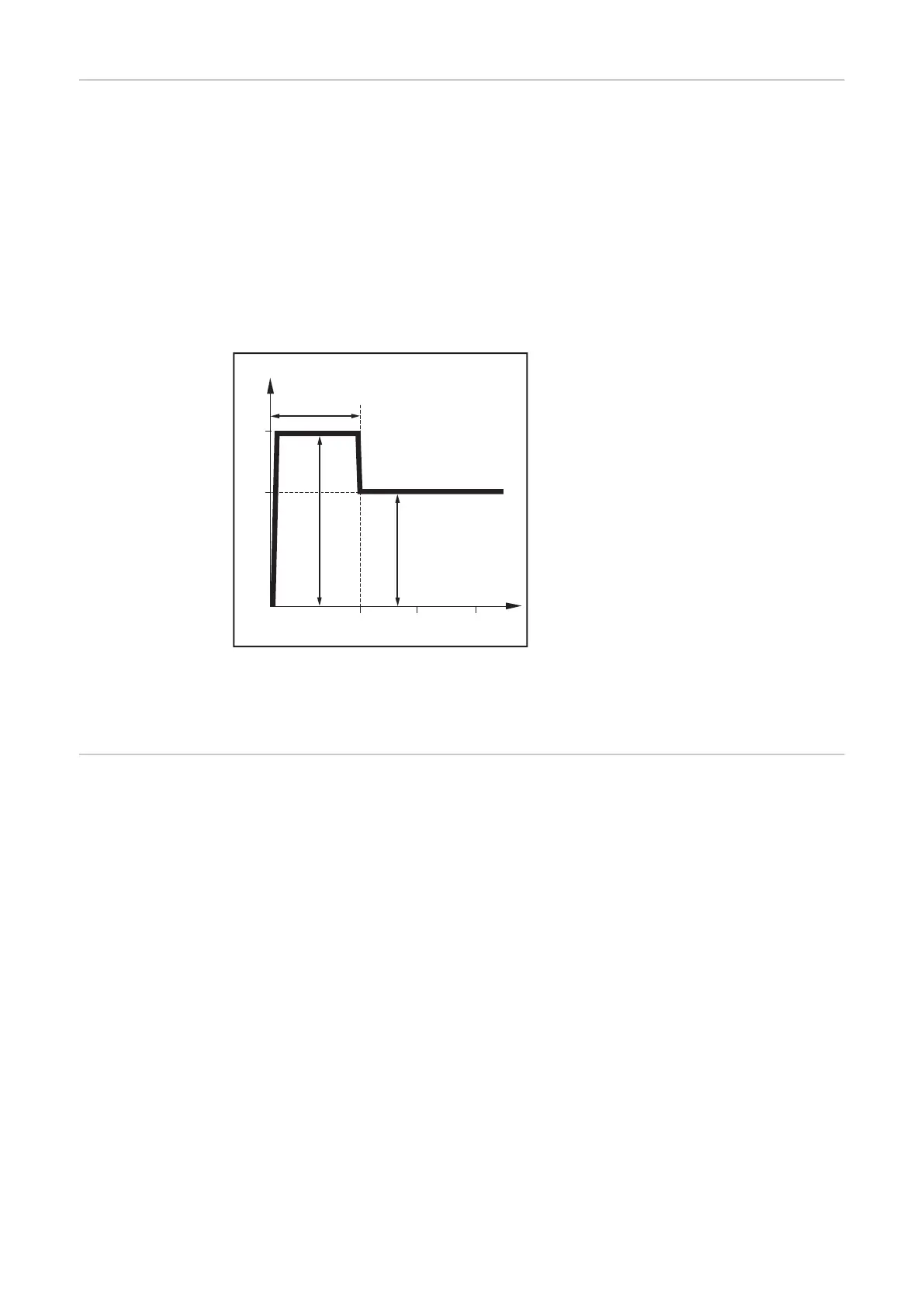
I (A)
300
200
HCU
I
H
HCU > I
H
t (s)
0,5
1
1,5
Hti
Key
Hti Hot-current time,
0 - 2 s,
Factory setting 0.5 s
HCU HotStart current,
100 - 200%,
Factory setting 150%
I
H
Main current = set welding cur-
rent
Function
During the specified hot-current time
(Hti), the welding current is increased
to a certain value. This value (HCU) is
higher than the selected welding cur-
rent (I
H
).
Anti-Stick func-
tion
As the arc becomes shorter, the welding voltage may also fall so that the rod
electrode is more likely to stick to the workpiece. This may also cause the rod
electrode to burn out.
Electrode burn-out is prevented by activating the anti-stick function. If the rod
electrode begins to stick, the power source immediately switches the welding
current off. The welding process can be resumed without problems once the rod
electrode has been detached from the workpiece.
The anti-stick (Ast) function can be activated and deactivated in the Setup menu
for the setup parameters for MMA welding.
84
 Loading...
Loading...




