LNC-Lathe New T6-Series
CNC Operation
LNC Technology Co., Ltd. 47
1.5.3 W. SHIFT (Work Coordinate Shift)
Pressing 【W. SHIFT】 button to enter into the setting screen of the work shift function:
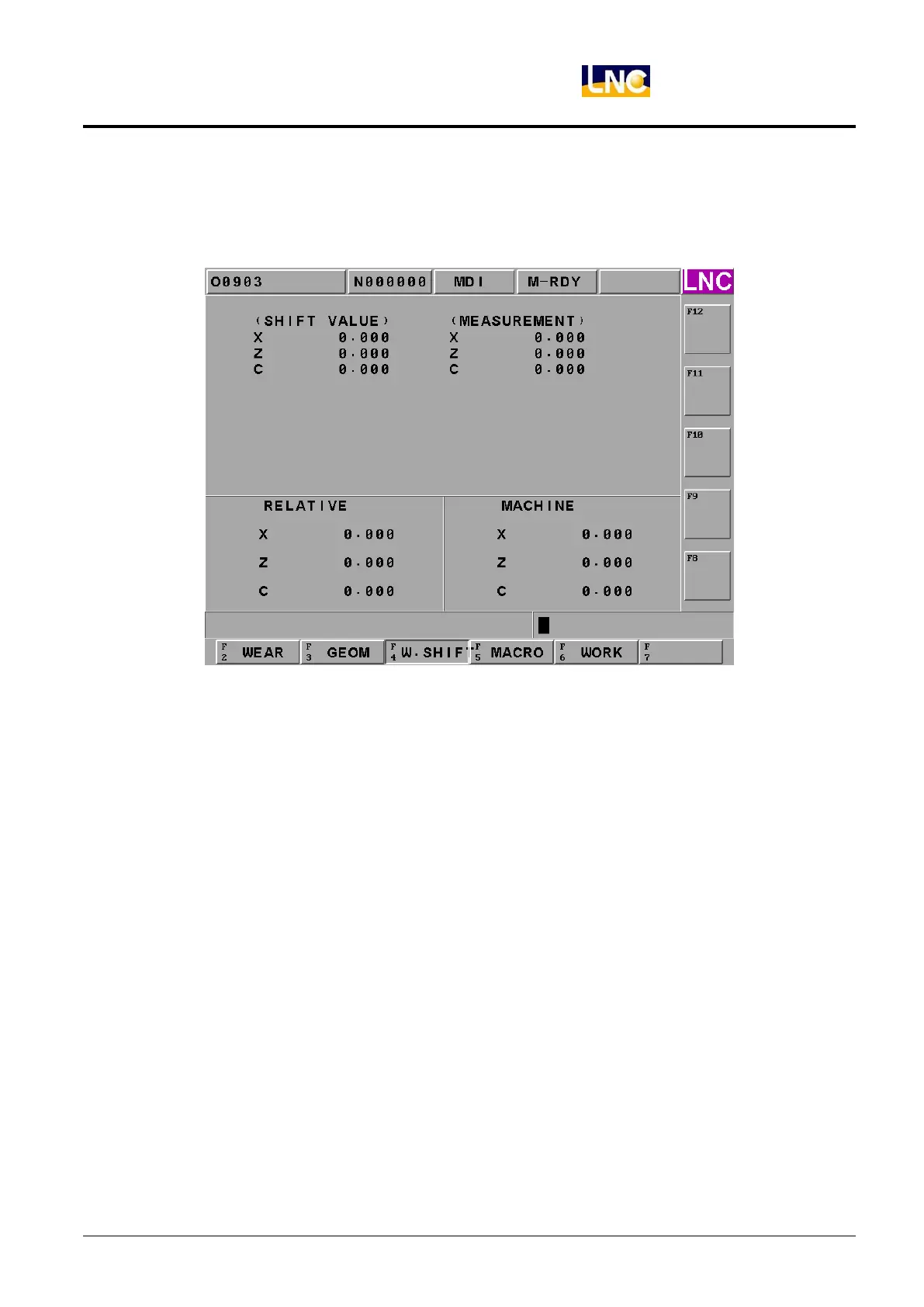
Figure 1.5-5 Setting WORK SHIFT Screen
Two key-in value methods under MDI mode. The description is as below:
Method 1: key-in the shift amount for each axis directly, key-in “X20. Z20.” first. Then, pressing 【ENTER】 to
update the new entry value into the shift value. So shift value = entry value.
Method 2: key-in the estimating value. Please key-in “MXxx MZzz” first and then pressing【ENTER】 to update
the new entry value into the estimating value column. So estimating value = entry value.
Shift value = machine coordinate value – entry value - G54~G59 shift – (wear offset value + geometry offset
value)
 Loading...
Loading...