Functions
8.12 PID Controller
Control Units CU240S
8-56 Operating Instructions, 11/2006, A5E00766042B AA
...
+
1
...
...
...
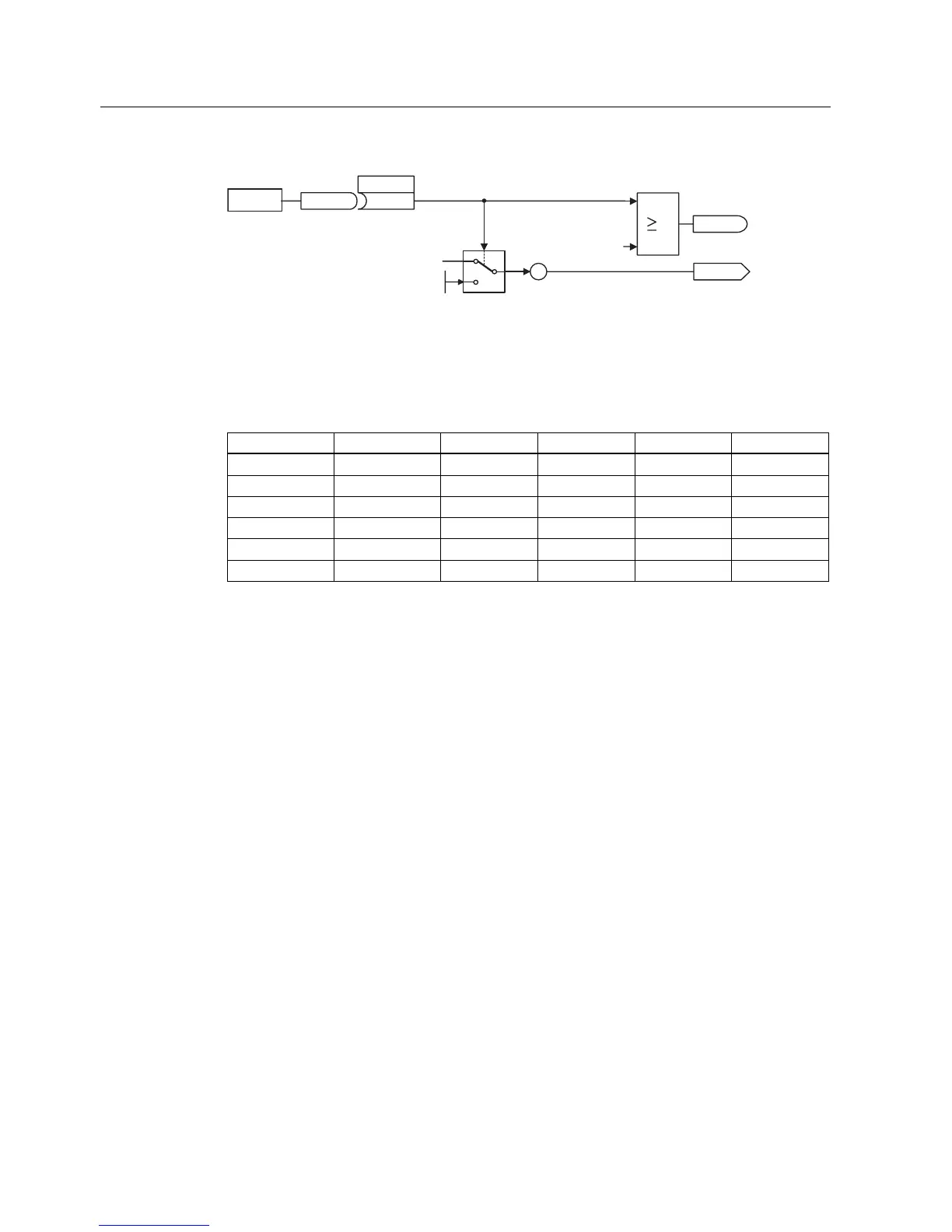
P2216 = 1
DI3 r0722
r2225
P2220
P2201
r2224
0
722:3
P0704 = 15 or P0704 = 99
Figure 8-37 Directly selected PID fixed setpoint using DI3
Binary-coded selection (P2216 = 2)
Table 8-23 Example of binary-coding using digital inputs
FF number Frequency P2223 P2222 P2221 P2220
PID-FF0 0 Hz 0 0 0 0
PID-FF1 P2201 0 0 0 1
PID-FF2 P2202 0 0 1 0
… … … … … …
PID-FF14 P2214 1 1 1 0
PID-FF15 P2215 1 1 1 1
8.12.3 PID dancer roll control
Data
Parameter range: P1070, P1075, P1120, P1121,
P2200, P2251 … P2285
Warnings: -
Fault: -
Function chart number: -
Description
For various continuous production processes, for example, in the paper and pulp industry or
in the manufacture of cables, it is necessary to control (closed-loop) the velocity of stations
along the production process so that the continuous material web is not subject to any
unwanted tension levels. It is important that no folds or creases are formed. For applications
such as these, it is practical to provide a type of material buffer in the form of a loop with a
defined tension. This provides a de-coupling between the individual inverter locations. This
loop represents the difference between the material fed-in and that fed-out and therefore
indicates the process quality.
 Loading...
Loading...






