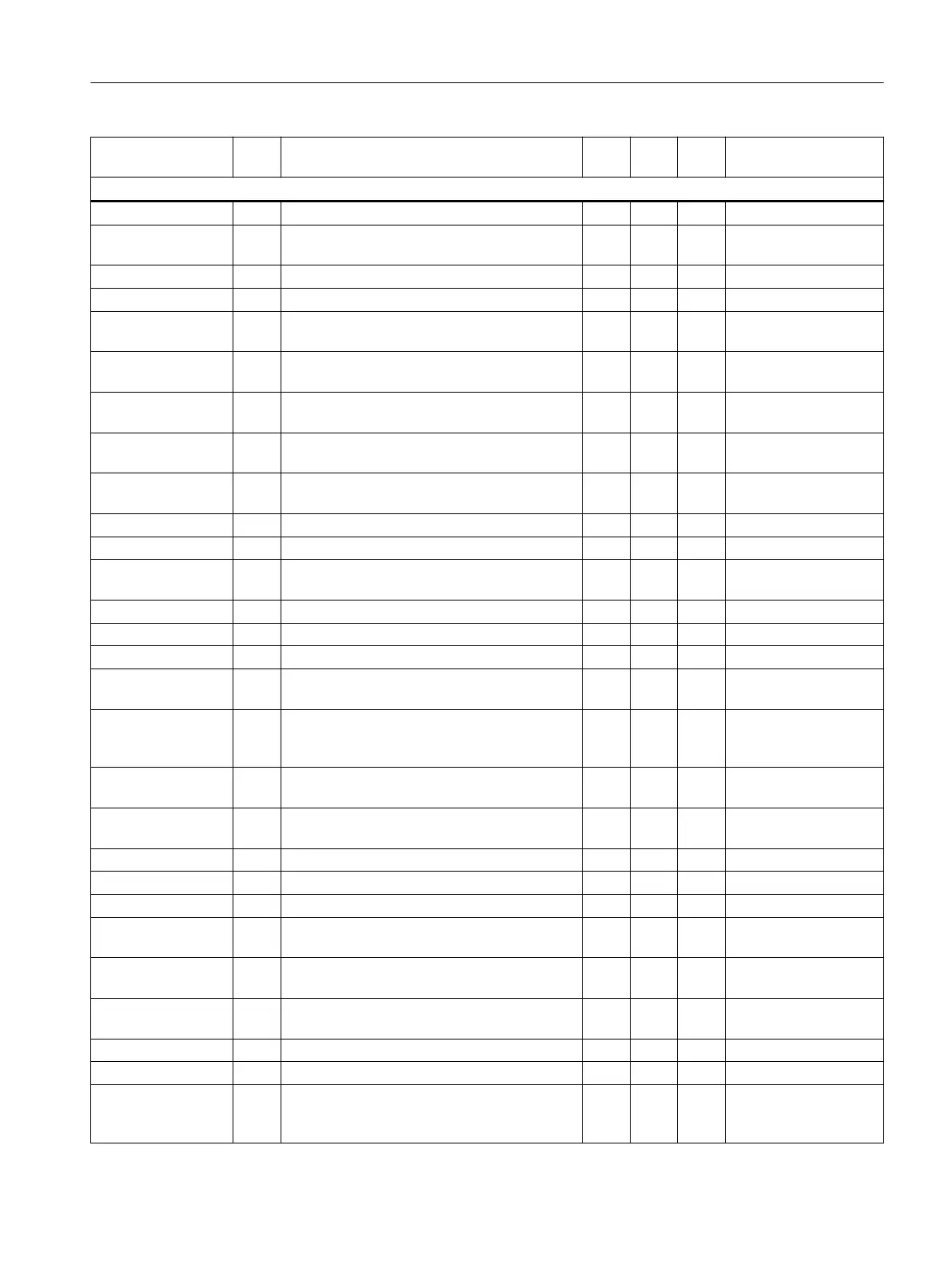
Operation Type
1)
Meaning W
2)
TP
3)
SA
4)
Description see
5)
1) 2) 3) 4) 5)
for explanations, see legend (Page 1197).
TANGON P Tangential control: Activate coupling +/- - PM-NC
TCA
(828D: _TCA)
P Tool selection/tool change irrespective of tool
status
+/- - FM-TM
TCARR A Request toolholder (number "m") +/- PM-NC
TCI P Load tool from buffer into magazine +/- - FM-TM
TCOABS
6)
G Determine tool length components from the
current tool orientation
m +/- PM-NC
TCOFR G Determine tool length components from the
orientation of the active frame
m +/- PM-NC
TCOFRX G Determine tool orientation of an active frame
on selection of tool, tool points in X direction
m +/- PM-NC
TCOFRY G Determine tool orientation of an active frame
on selection of tool, tool points in Y direction
m +/- PM-NC
TCOFRZ G Determine tool orientation of an active frame
on selection of tool, tool points in Z direction
m +/- PM-NC
THETA A Angle of rotation s +/- PM-NC
TILT A Tilt angle m +/- PM-NC
TLIFT P Tangential control: Activate intermediate
block generation
+/- - PM-NC
TML P Tool selection with magazine location number +/- - FM-TM
TMOF P Deselect tool monitoring +/- - PM-NC
TMON P Activate tool monitoring +/- - PM-NC
TO K Designates the end value in a FOR counter
loop
+/- PM-NC
TOFF A Tool length offset in the direction of the tool
length component that is effective parallel to
the geometry axis specified in the index.
m +/- PM-NC
TOFFL A Tool length offset in the direction of the tool
length component L1, L2 or L3
m +/- PM-NC
TOFFLR A Simultaneous tool length offset and tool radius
offset
m +/- PM-NC
TOFFOF P Deactivate online tool offset +/- - PM-NC
TOFFON P Activate online tool length offset +/- - PM-NC
TOFFR A Tool radius offset m +/- PM-NC
TOFRAME G Align Z axis of the WCS by rotating the frame
parallel to the tool orientation
m +/- PM-NC
TOFRAMEX G Align X axis of the WCS by rotating the frame
parallel to the tool orientation
m +/- PM-NC
TOFRAMEY G Align Y axis of the WCS by rotating the frame
parallel to the tool orientation
m +/- PM-NC
TOFRAMEZ G As TOFRAME m +/- PM-NC
TOLOWER F Convert the letters of a string into lowercase +/- - PM-NC
TOOLENV F Save current states which are of significance
to the evaluation of the tool data stored in the
memory
+/- - PM-NC
Tables
4.1 Operations
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 1229
 Loading...
Loading...














