Operation Type
1)
Meaning W
2)
TP
3)
SA
4)
Description see
5)
1) 2) 3) 4) 5)
for explanations, see legend (Page 1197).
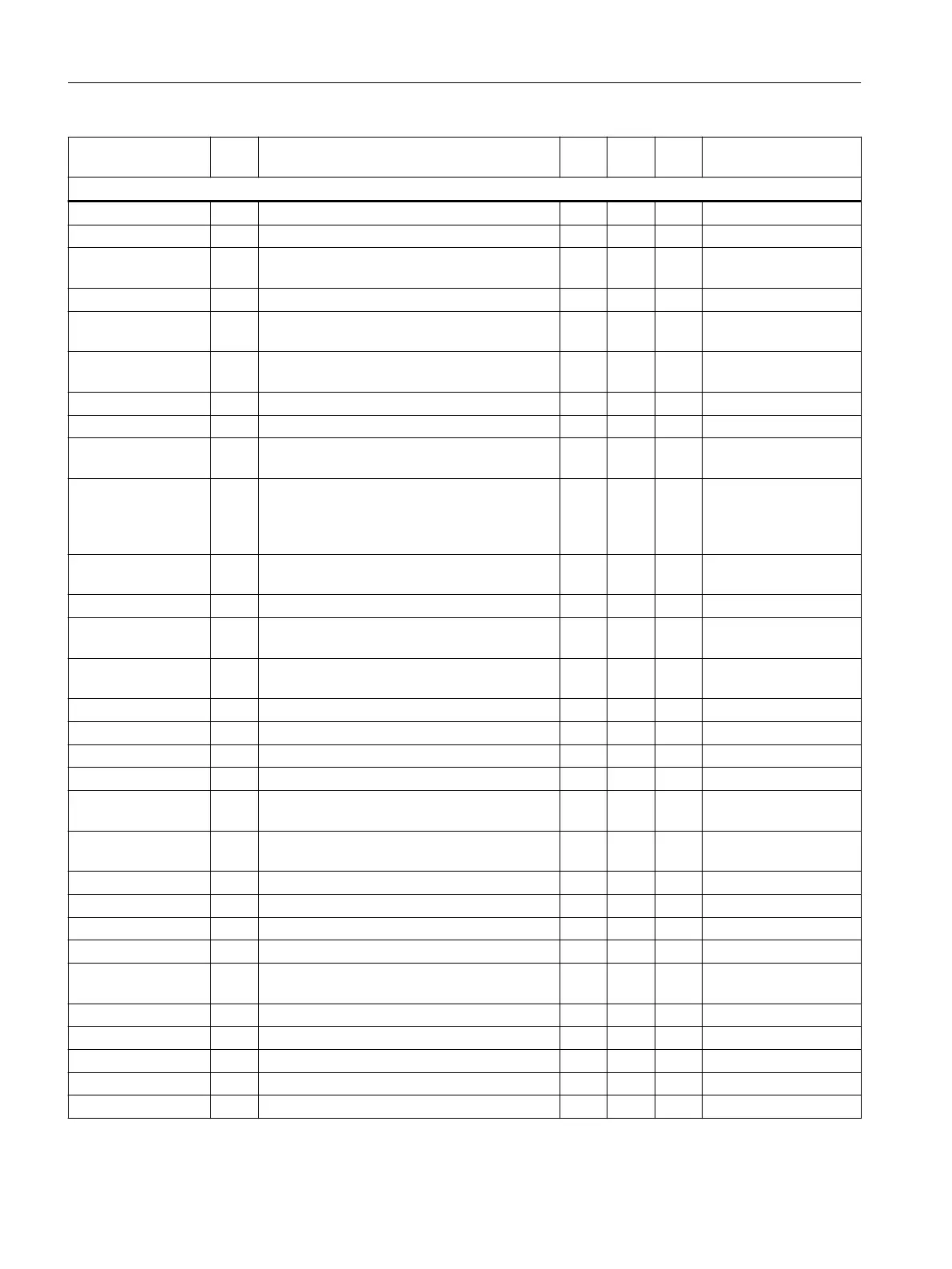
TOOLGNT F Determine number of tools of a tool group +/- - FM-TM
TOOLGT F Determine T number of a tool from a tool group +/- - FM-TM
TOROT G Align Z axis of the WCS by rotating the frame
parallel to the tool orientation
m +/- PM-NC
TOROTOF
6)
G Frame rotations in tool direction OFF m +/- PM-NC
TOROTX G Align X axis of the WCS by rotating the frame
parallel to the tool orientation
m +/- PM-NC
TOROTY G Align Y axis of the WCS by rotating the frame
parallel to the tool orientation
m +/- PM-NC
TOROTZ G As TOROT m +/- PM-NC
TOUPPER F Convert the letters of a string into uppercase +/- - PM-NC
TOWBCS G Wear values in the basic coordinate system
(BCS)
m +/- PM-NC
TOWKCS G Wear values in the coordinate system of the
tool head for kinetic transformation (differs
from machine coordinate system through tool
rotation)
m +/- PM-NC
TOWMCS G Wear values in machine coordinate system
(MCS)
m +/- PM-NC
TOWSTD
6)
G Initial setting value for offsets in tool length m +/- PM-NC
TOWTCS G Wear values in the tool coordinate system
(toolholder ref. point T at the tool holder)
m +/- PM-NC
TOWWCS G Wear values in workpiece coordinate system
(WCS)
m +/- PM-NC
TR K Offset component of a frame variable +/- PM-NC
TRAANG P Transformation inclined axis +/- - PM-NC
TRACON P Cascaded transformation +/- - PM-NC
TRACYL P Cylinder: Peripheral surface transformation +/- - PM-NC
TRAFOOF P Deactivate active transformations in the chan‐
nel
+/- - PM-NC
TRAFOON P Activate a transformation defined with kine‐
matic chains
+/- - PM-NC
TRAILOF P Asynchronous coupled motion OFF +/- +/- PM-NC
TRAILON P Asynchronous coupled motion ON +/- +/- PM-NC
TRANS G Absolute programmable work offset s +/- PM-NC
TRANSMIT P Pole transformation (face machining) +/- - PM-NC
TRAORI P 4-axis, 5-axis transformation, generic transfor‐
mation
+/- - PM-NC
TRUE K Logical constant: True +/- PM-NC
TRUNC F Truncation of decimal places +/- +/- PM-NC
TU Axis angle s +/- PM-NC
TURN A Number of turns for helix s +/- PM-NC
ULI K Upper limit value of variables +/- PM-NC
Tables
4.1 Operations
NC programming
1230 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...














