Programming and Operating Manual (Turning)
230 01/2017
Press this softkey to open the program editor window again and enter the program blocks
for the external contour:
-20
5.596 Z-35.868
-39.987 CR=5
-44.974 CR=5
-68
Make sure you enter the blank diameter in the last line of the program for the external co
n-
tour (for example, "X45" in the above program). Besides, the program for the external
con-
tour has to be positioned after "M30". For detailed information, see the screenshots of the
complete program at the end of this example.
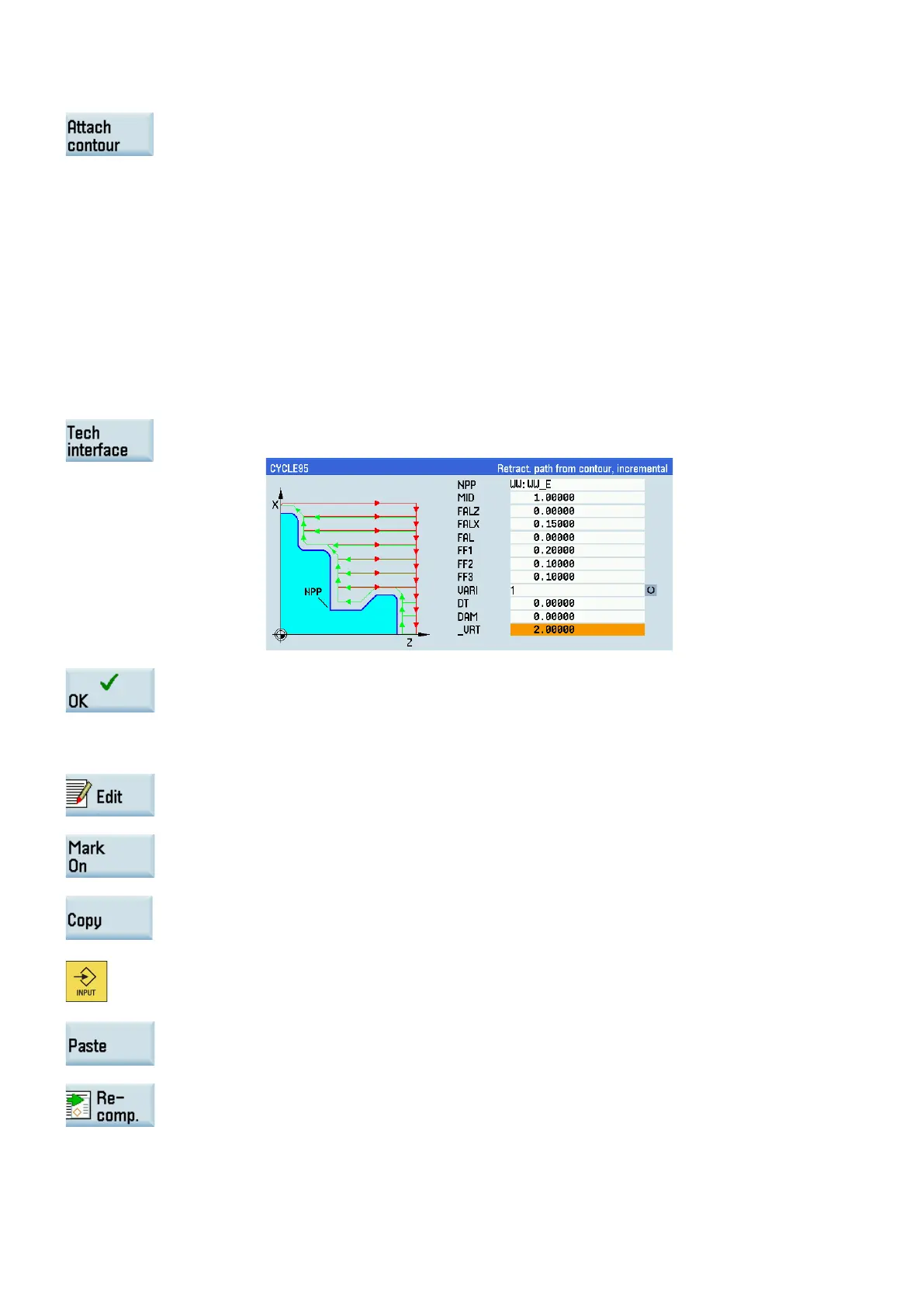
Press this softkey to return to the window for CYCLE95 and enter the desired parameters
as follows:
Press this softkey to confirm your input and open the cycle programming window.
Enter the following program block:
Press this softkey to return to the program editor window.
Move the cursor to "C" in the line for CYCLE95 with t
he cursor keys and press this soft-
to insert a marker.
Use the cursor keys to select the entire program block for CYCLE95. Press this softkey to
copy the selection to the buffer memory.
Place the cursor on the end
-of-
block character after "M3 S2000" with cursor keys and press
this key on the MCP to enter a new line.
Paste the content of the buffer memory into the new line.
Press this softkey to open the window for CYCLE95 again. Move the cursor to the input field
of "VARI".