3-28 ENGINE
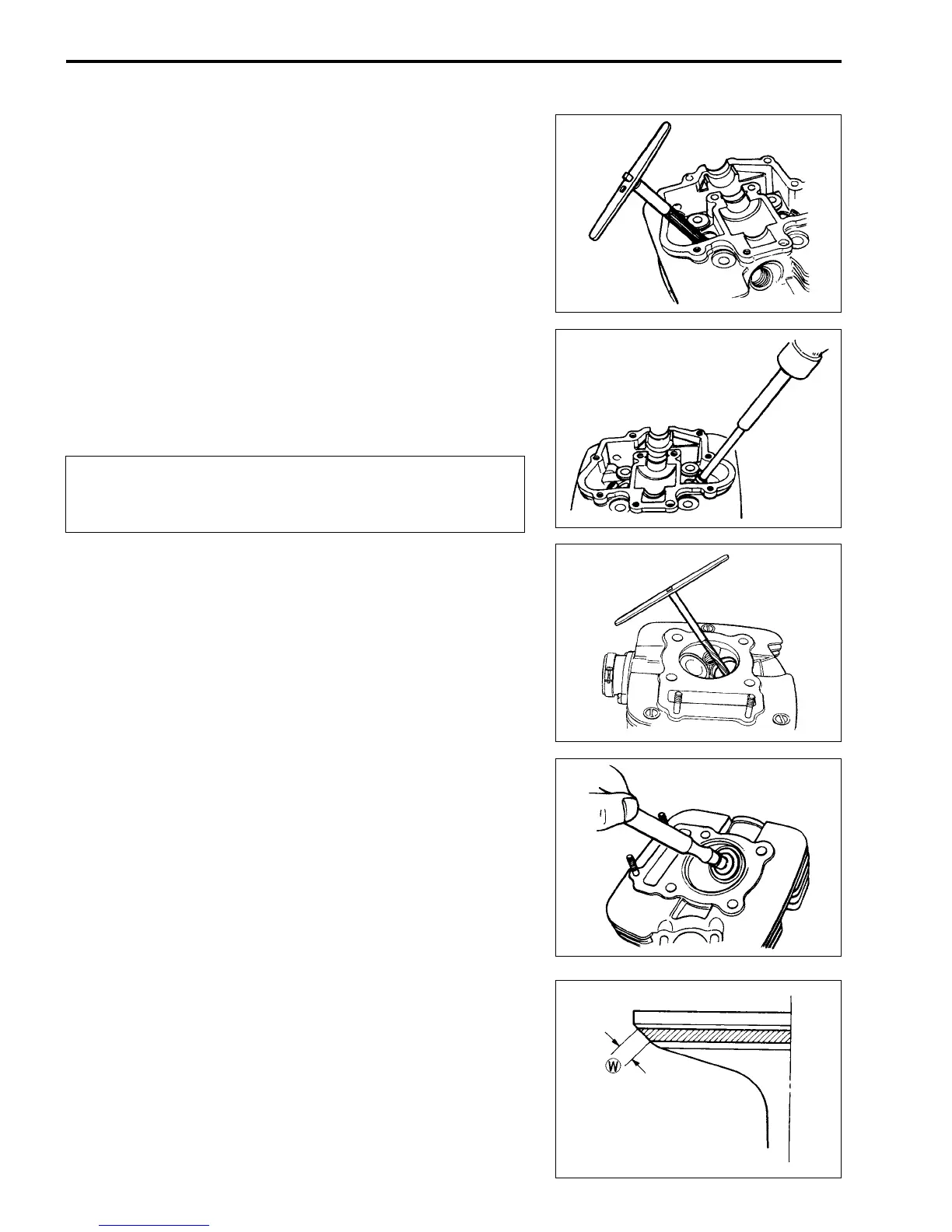
• Re-finish the valve guide holes in the cylinder head with the
reamer and handle.
09916-34561: Valve guide reamer (11.3 mm)
09916-34542: Reamer handle
• Install a ring onto each valve guide. Be sure to use new rings.
• Oil the stem hole of each valve guide and drive the guide into
the guide hole with the valve guide installer.
09916-44910: Valve guide remover/installer
• After fitting all valve guides, re-finish their guiding bores with
the reamer. Be sure to clean and oil the guide after reaming.
09916-34550: Valve guide reamer (5.5 mm)
09916-34542: Reamer handle
NOTE:
Insert the reamer from the combustion chamber and always turn
the reamer handle clockwise.
VALVE SEAT WIDTH
• Coat the valve seat with prussian blue uniformly. Fit the valve
and tap the coated seat with the valve face in a rotating man-
ner, in order to obtain a clear impression of the seating con-
tact. In this operation, use the valve lapper to hold the valve
head.
• The ring-like dye impression left on the valve face must be
continuous – without any break. In addition, the width of the
dye ring, which is the visualized seat “width”, must be within
the following specification:
Valve seat width W
Standard: 0.88 – 1.08 mm (0.035 – 0.043 in)
09916-10911: Valve lapper set
If either requirement is not met, correct the seat by servicing it
as follows:
Failure to oil the valve guide hole before driving the
new guide into place may result in a damaged guide or
head.