5
Motion Commands
5.2.4
Interpolation (INTERPOLATE)
5-56
5.2.4 Interpolation (INTERPOLATE)
The INTERPOLATE command positions the axis according to the target position that changes in
sync with the high-speed scan. The positioning data is generated by a ladder program.
Torque Feed Forward Gain Function
Torque feed forward gain can be used when interpolation commands (INTERPOLATE) are sent using
SGDS SERVOPACKs.
Torque feed forward gain is set in Torque Reference (setting parameter OL
0C). The required
conditions are as follows:
• SERVOPACK parameter Pn002.0 = 2
• MP2300 software version 2.02 or later
• SGDS communication interface version 8 or later
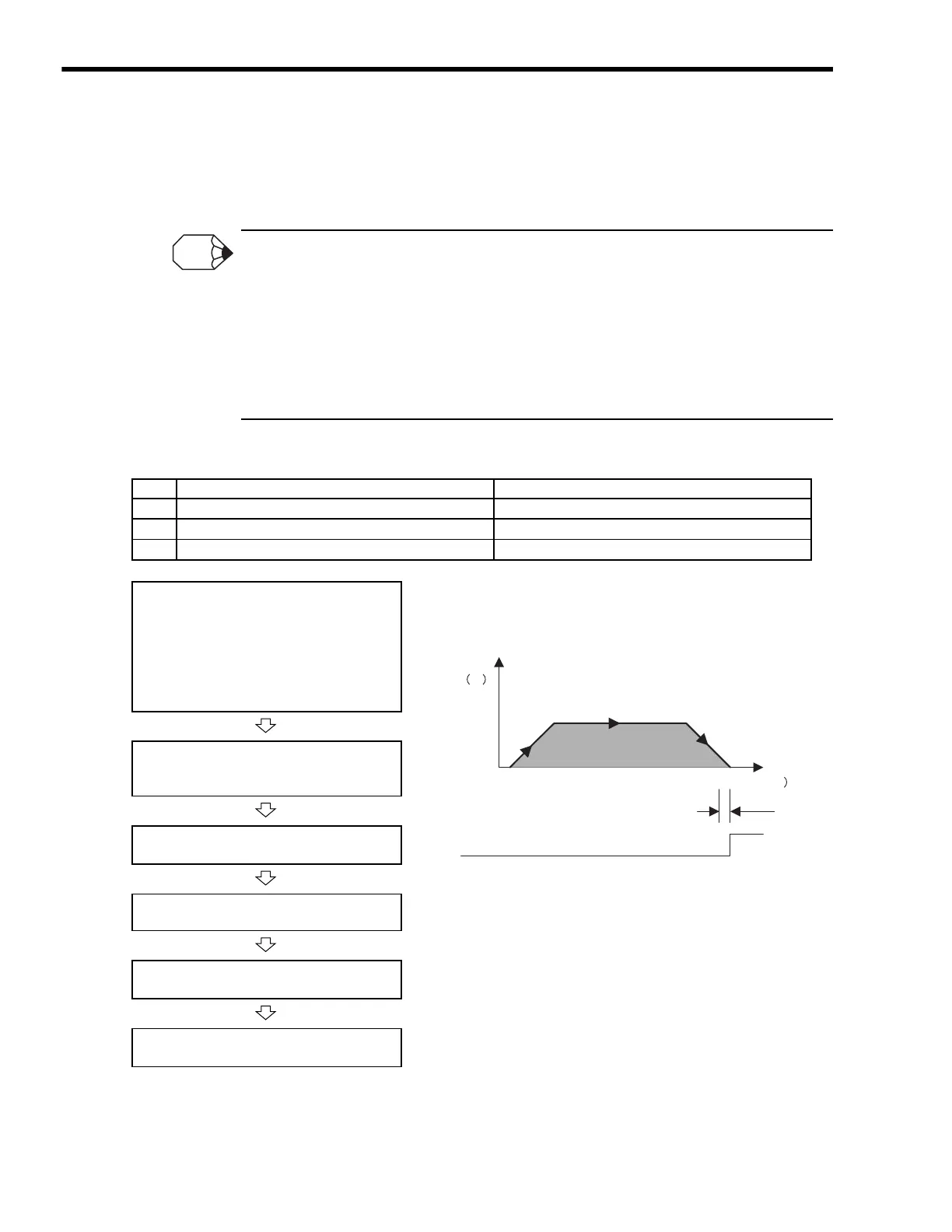
( 1 ) Operating Procedure
( 2 ) Holding and Aborting
The axis will decelerate to a stop if there is no change in the target position each high-speed scan.
The Command Pause bit (OB
090) and the Command Abort bit (OB
091) cannot be used.
INFO
No. Execution Conditions Confirmation Method
1 There are no alarms.
Both IL
02 and IL
04 are 0.
2 The Servo ON condition.
IB
001 is ON.
3 Motion command execution has been completed.
IW
08 is 0 and IB
090 is OFF.
Set the motion setting parameters.
• Target Position: OL
1C
• Acceleration/Deceleration Filter Type:
OW
03
• Speed Loop P/PI Switch: OW
01
• Speed Feed Forward Compensation:
OW
30
• Speed feed forward compensation can be applied.
• Generate the positioning data each high-speed scan from the ladder
logic program.
• The travel speed is calculated automatically.
• The Command Pause (OB
090) cannot be used.
• The Command Abort (OB
091) cannot be used.
• Change a motion command to stop interpolation execution.
Execute the interpolation (INTERPOLATE)
motion command.
• Set OW
08 to 4.
Positioning starts.
• IW
08 will be 4 during positioning.
Change the Target Position (OL
1C) every
high-speed scan.
Positioning Completed
• IB
0C1 will turn ON.
Execute NOP motion command.
• Set OW
08 to 0.
Position
Speed
%
Time (t
0
Positioning Completed Width
POSCOMP
WWW.NNC.IR