II-6
LEVELING
Place spirit levels on the front vise bed and rear vise bed (front and rear
vise slide plates), and turn the leveling bolts so that the machine is
leveled front to back and left to right.
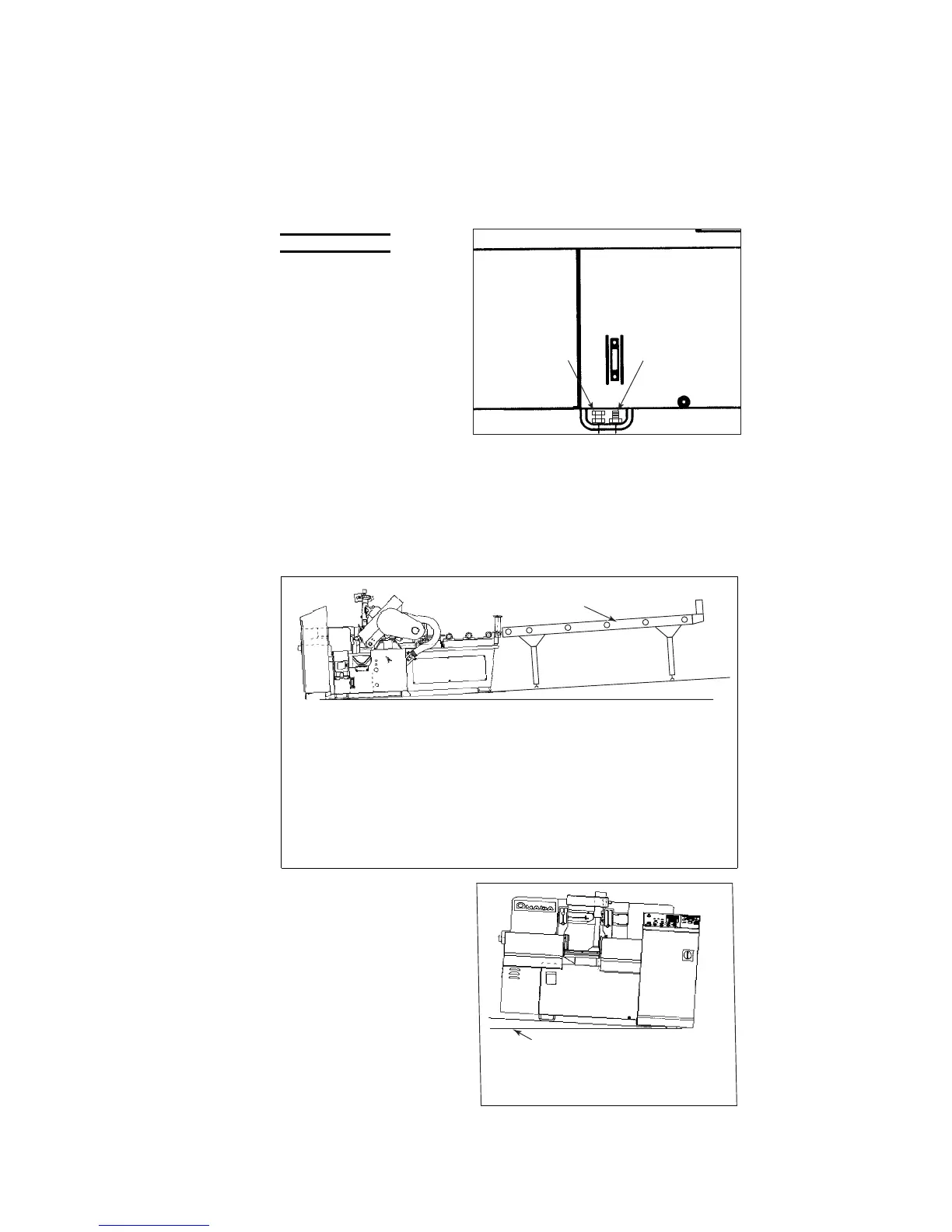
NOTE
O Make sure that the leveling
bolts equally carry the
mass of the machine.
LEVELING
BOLT
ANCHOR
BOLT
Adjust the machine in the front-to-back direction to about 5/1000 with a
spirit level so that the cutting fluid can return well (see the figure below).
Check with a ruler or the like to see that the front vise bed surface, rear vise
bed surface, work feed roller surface, and optional roller table surface are
flush with each other. Be sure that the roller surface is flush with or higher
by a maximum of 0.12 mm {0.005 in.} than the rear vise table surface.
AB C D E
ROLLER TABLE
(OPTION)
When HFA-250 and HFA-250W machines are adjusted to about 5/1000 in
front-to-back direction with spirit level, surfaces B, C and D become about 4
mm {0.16 in.}, 8 mm {0.31 in.} and 12 mm {0.47 in.} higher than surface A,
respectively.
When HFA-400 and HFA-400W machines are adjusted to about 5/1000 in
front-to-back direction with spirit level, surfaces B, C and D become about 5
mm {0.20 in.}, 11 mm {0.43 in.} and 13 mm {0.51 in.} higher than surface A,
respectively.
Adjust the machine level or
to about 2/1000 in the left-
to-right direction with
another spirit level. (See
the figure at right.)
If the machine is higher at
the right side than at the
left side, the cutting fluid
will not be recovered well.
Left side of machine becomes
about 3 mm {0.12 in.} higher than
right side when machine is
adjusted to about 2/1000 in left-
to-right direction with spirit level.