16
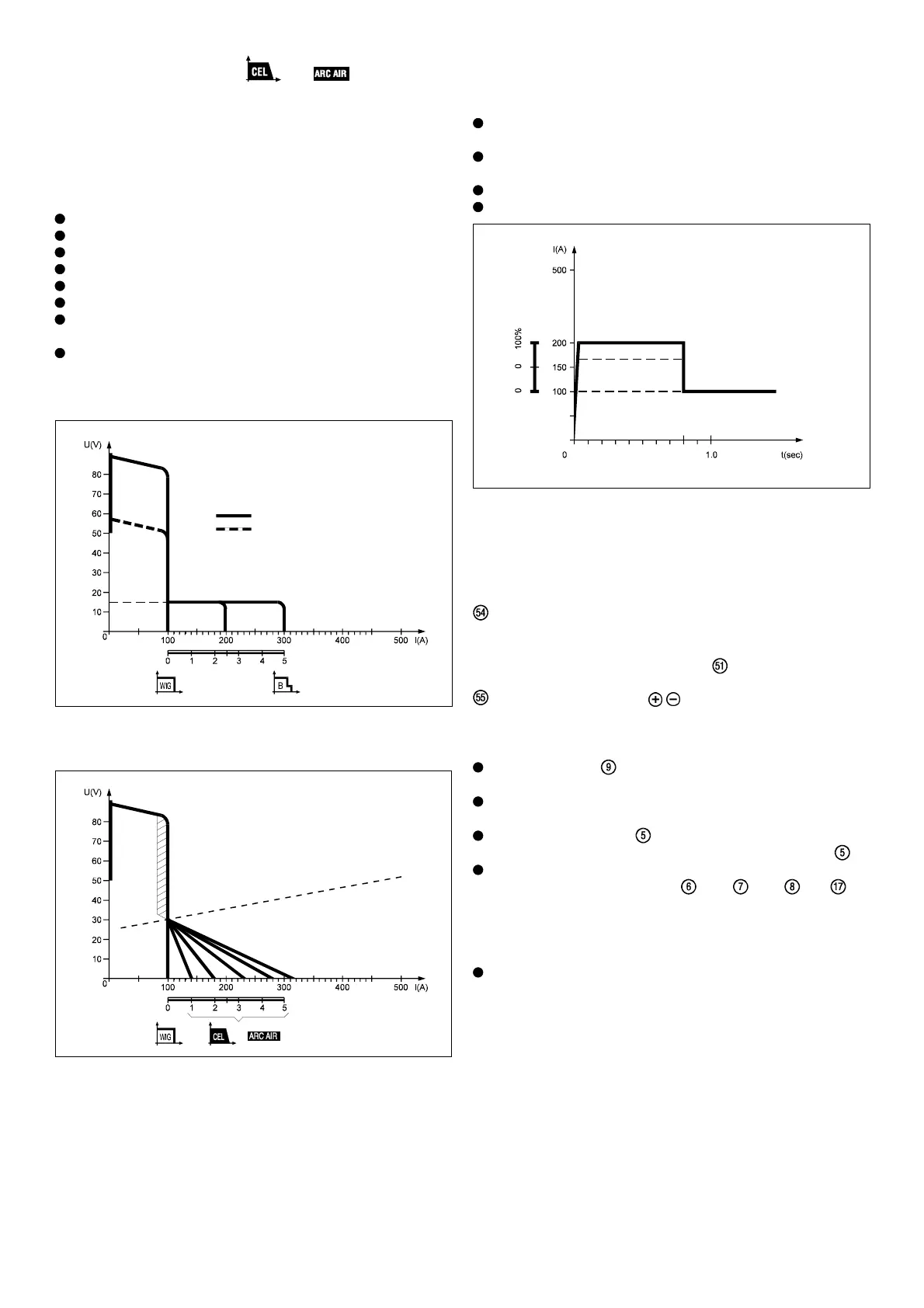
Abb. 27c Zündphase mit HOT-START; Eingestellter Schweißstrom: 100A
WICHTIG: Im Dynamikbereich und ist die Höhe des
Schweißstromes, bedingt durch die Neigung der Kennlinie, von
der Brennspannung der jeweiligen Elektrode oder vom Elektro-
denabstand zum Werkstück abhängig und muß daher nicht dem
eingestellten Skalenwert entsprechen.
Hinweise für die Praxis !
Mit Erhöhung der Einstellwerte am Dynamikregler ergeben sich
bei Rutil-, Kb-, CEL- oder Sonderelektroden folgende Merkmale:
Gutes Zündverhalten
Verminderung von Schweißaussetzern
Geringes Festbrennen
Gute Wurzelerfassung
Härterer Lichtbogen
Fallweise etwas mehr Spritzer
Bei der Dünnblechschweißung nimmt die Gefahr des “Durch-
fallens” zu.
Für Füllnähte Anstreben eines etwas härteren Lichtbogens.
Bei feintropfigen Elektroden (z.B. Ti) treten diese Symptome
weniger in Erscheinung, da der Werkstoffübergang beim
Schweißprozeß meist kurzschlußfrei erfolgt.
HOT-START-EINSTELLREGLER
nur wirksam in der Zündphase der Elektrode
Vorteile:
Verbesserung der Zündeigenschaft auch bei schwerer zünd-
baren Elektroden
besseres Aufschmelzen des Grundmaterials in der Zündpha-
se, daher weniger Kaltstellen.
weitgehendst Vermeidung von Schlackeneischlüssen
wird prozentuell zum eingestellten Schweißstrom addiert.
WICHTIG: Der HOT-START Gesamtstrom wird automatisch
durch den maximalen Kurzschlußstrom der Anlage begrenzt.
BEREICHSSCHALTER
unterteilt den Gesamtschweißbereich der Anlage in zwei sich
überschneidende Einzelbereiche. Die stufenlose Schweiß-
stromeinstellung erfolgt mit Regler
.
POL-WAHLSCHALTER
Außer Funktion !
Fernregleranschluß
Anschlußbuchse der Stromquelle mittels Fernreglerkabel
mit Buchse des Handfernreglers elektrisch verbinden.
Steckverbindungen seitenrichtig einstecken und Überwurf-
muttern bis zum Anschlag aufschrauben
Funktionswahlschalter in die für die Betriebsart richtige
Position schalten (genaue Beschreibung Seite 9, Pos.
)
Bei ordnungsgemäßem Anschluß leuchten am Steuerteil TC3
die jeweiligen Kontrolleuchten
oder bzw. und auf.
Schweißen ohne Fernregler:
Die Parameter für HOT-START und DYNAMIK sind im Gerät auf
einen Mittelwert eingestellt. (Siehe Abb. 49, Seite 27)
Schweißen von CEL-Elektroden und ARC-AIR Fugenhobeln
nur mit Einschränkungen möglich
HOTSTART
Abb. 27a Beeinflussung der Konstantstromkennlinie durch den Dynamikregler im
Kurzschlußmoment. Eingestellter Schweißstrom: 100 A
Abb. 27b Beeinflussung der fallenden Kennlinie durch den Dynamikregler im
Kurzschlußmoment. Eingestellter Schweißstrom: 100 A
LICHTBOGENKENNLINIE
DYNAMIKREGLER
DYNAMIKREGLER
TT 450
TT 330