18
Abb. 32
Praxishinweis!
Bei Verwendung von FRONIUS-Schweißbrennern mit Doppel-
funktion der Brennertasterwippe besteht auch im Pulsbetrieb die
Möglichkeit der Schweißstromabsenkung vom Hauptstrom auf
Endkraterstrom und zurück, ohne den Schweißablauf zu unter-
brechen. Details über den Funktionsablauf entnehmen Sie der
Beschreibung 4-Taktbetrieb/ Variante 2 auf Seite 10 Abb. 18.
Beschreibung Betriebsart Pulsstromregulierung I
1
mit
Fußregler TR 52-1
Für spezielle Anwendungsgebiete, und zwar dann, wenn der
Puls-Schweißstrom während des Schweißvorganges verändert
werden muß, (z.B. variable Materialstärke) ist die Kombination
PULSFERNREGLER + FUSSFERNREGLER besonders bei der
WIG-Handschweißung von großem Vorteil.
Fernregleranschluß:
Anschlußbuchse der Stromquelle mittels Fernreglerkabel
mit Buchse
des Pulsfernreglers elektrisch verbinden.
Für die Verbindung von Pulsfernregler (Anschlußbuchse )
zu Fußfernregler (Buchse
) kann ein Fernreglerkabel glei-
cher Type verwendet werden.
Steckverbindungen seitenrichtig einstecken und Überwurf-
muttern bis zum Anschlag aufschrauben.
Bei ordnungsgemäßem Anschluß leuchtet am Steuerteil TC 3
die LED-Anzeige
für Pulsbetrieb.
Funktionsbeschreibung:
Die Anlage schaltet beim Anschließen des Fußfernreglers
TR 52-1 automatisch auf 2-Taktbetrieb.
LED-Anzeige Symbol an der Stromquelle leuchtet
Kippschalter am Pulsfernregler TR 50-1 in Position
schalten.
Gasvorströmzeit und Gasnachströmzeit werden direkt an der
Stromquelle eingestellt.
Der Zündvorgang wird durch leichtes Auftreten auf das Pedal
eingeleitet.
Die Höhe des Suchlichtbogens, des Pulsstromes I
1
und des
Endkraterstromes ist ebenfalls mit dem Fußpedal steuerbar.
Der am TR 50-1 mit dem Regler eingestellte Grundstrom I
2
paßt sich prozentuell dem Pulsstrom I
1
an.
Nach vollständigem Entlasten des Pedales wird der Schweiß-
strom abgeschaltet und damit der Schweißvorgang unterbro-
chen.
Gasnachströmzeit läuft ab
WIG-FUSSFERNREGLER TR 52-1
Bedingt durch komplizierte Werkstückformen ist es oft erforder-
lich, die Stromstärke während des Schweißvorganges zu verän-
dern. Als spezieller Anwendungsfall sei hier das Reparieren von
Werkzeugkanten, Reparaturen bzw. kleine Änderungen im For-
menbau, oder Ausbessern von Schnittwerkzeugen erwähnt.
Hier müssen z.B. die Kanten beim Zündvorgang erhalten bleiben,
es dürfen jedoch beim Überschweißen von dickeren Stellen keine
Bindefehler entstehen. Ferner muß die Wärmeeinbringung wäh-
rend des Schweißprozesses genau dosiert werden, da es bei
Überhitzung der Naht zu Aufhärtungen kommt und dadurch die
Nacharbeit erheblich erschwert wird. Alle diese Beispiele zeigen,
daß in diesen Fällen die Verwendung eines Fußfernreglers un-
umgänglich ist.
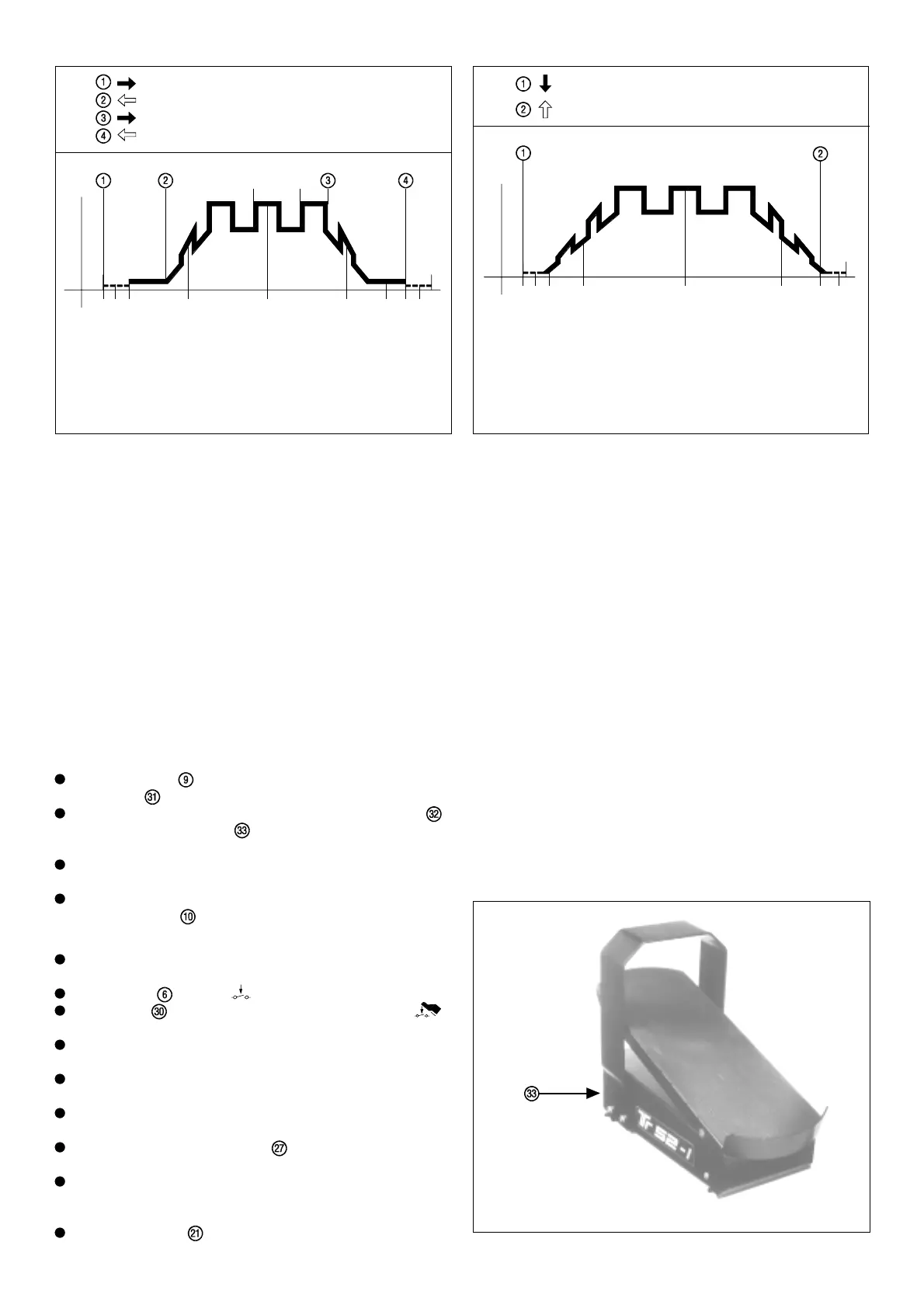
Drücken des Fußpedals = Schweißen "EIN"
O
t
I
I
1
I
2
Zyklus-Start
Gasvorströmzeit
Zünden des Lichtbogens
mit Minimalstrom
Pulsierender Stromanstieg
regelbar mit Fußpedal
Schweißen im Pulsbetrieb
I
1
- I
2
Pulsierende Stromabsenkung
regelbar mit Fußpedal
Schweißende
Gasnachströmzeit
Fußpedal entlastet = Schweißen "AUS"
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Tasterwippe
Erneutes Zurückziehen und Halten der Brennertasterwippe
Loslassen der Tasterwippe
Pulsierender Stromanstieg
über Up-Slope
Zyklus-Start
Gasvorströmzeit
Zünden des
Lichtbogens mit
Suchlichtbogenstrom I
S
Schweißen im Pulsbetrieb
I
1
, I
2
/ f / Duty-Cycle
Stromabsenkung mit Puls
über Down-Slope
Schweißende
Gasnachströmzeit
O
I
I
S
I
E
I
1
I
2
f(Hz)
t
Endkraterstrom I
E
Abb. 31 Funktionsablauf im Pulsbetrieb in Verbindung mit dem Fußfernregler
TR52-1 (2-Takt)
Abb. 30 Funktionsablauf im Pulsbetrieb mit TR 50 -1 (4-Takt)