20
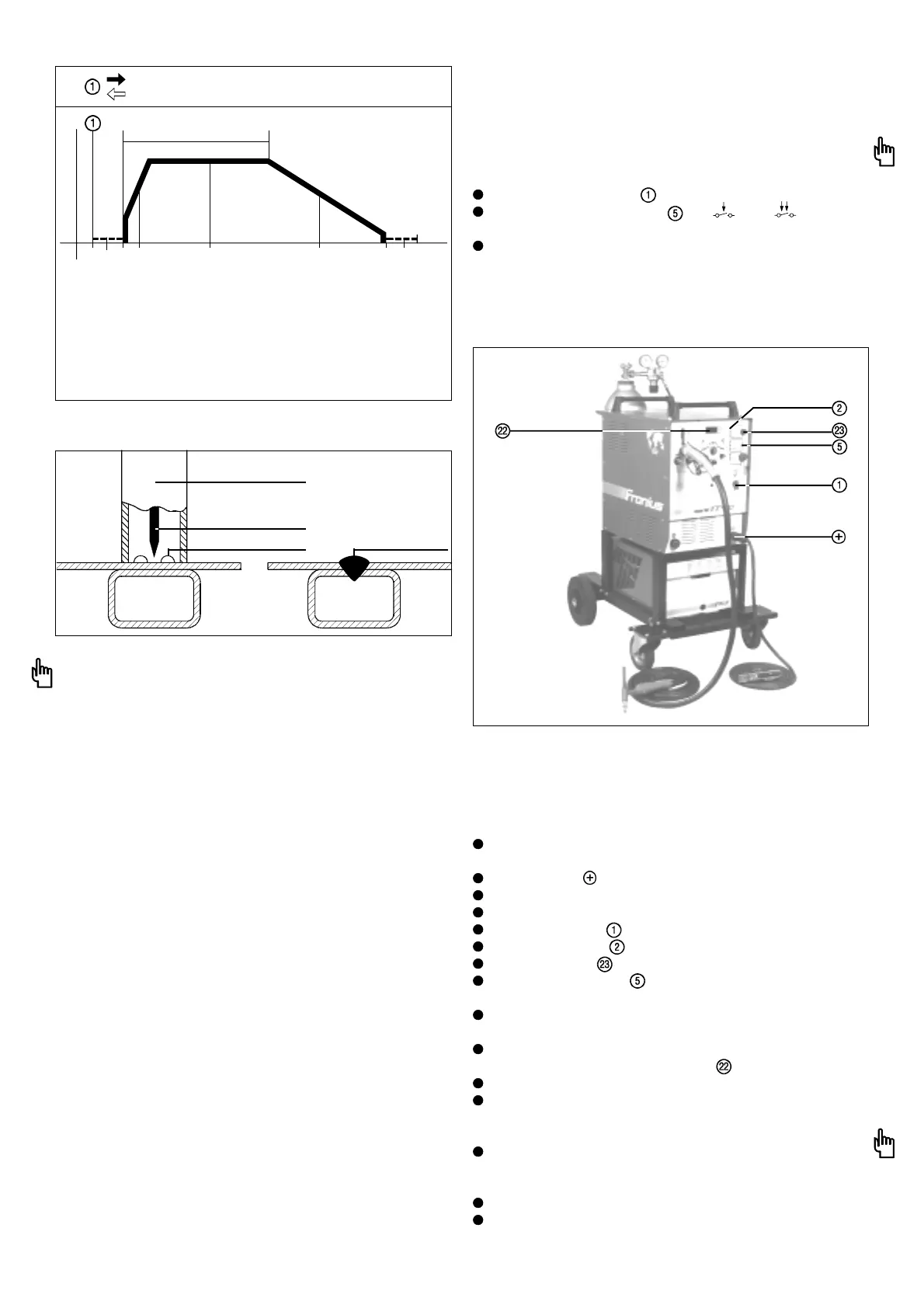
Punktgasdüse
Wolframelektrode
SchweißpunktGasaustrittsöffnungen
Abb. 36
ACHTUNG! Durch erneutes Zurückziehen und Loslassen der
Brennertasterwippe kann im Störungsfall der automatische Punk-
tierablauf von hand unterbrochen werden!
WIG-SCHWEISSEN MIT HOCHFREQUENZ-
ZÜNDUNG (HF)
INBETRIEBNAHME
ACHTUNG! Beim WIG - Schweißen mit der Transtig ist das
eingesteckte Elektroden-Handkabel ständig spannungsfüh-
rend, wenn:
der Netzhauptschalter eingeschaltet ist -
der Funktionswahlschalter auf oder geschaltet
ist - und
über die Brennertaste Schweißstart gegeben wurde.
Es ist darauf zu achten, daß das nicht benützte Elektroden -
Handkabel abmontiert - oder so isoliert am Gerät befestigt
wird, daß Mantelelektrode und Elektrodenhalter keine elek-
trisch leitenden oder geerdeten Teile wie Gehäuse, Gasfla-
sche, Werkstück etc. berühren.
Einstellvorgang
Montierten Schweißbrenner mit Wolframelektrode und Gasdü-
se bestücken (Siehe jeweilige Brenner-Bedienungsanleitung)
Massekabel in Strombuchse einstecken und verriegeln.
Gasschlauch der Anlage an Gasdruckminderer anschließen
Netzstecker einstecken.
Netzhauptschalter einschalten,
Netzkontrolleuchte leuchtet.
HF-Wahlschalter auf Stellung "1" schalten
Funktionswahlschalter in Position 2-Takt oder 4-Takt schal-
ten, dazugehörige LED-Anzeige leuchtet.
Wenn nötig, Fernregler anschließen (siehe Beschreibung Fern-
reglerbetrieb Seite 13)
Wahl der Schweißparameter vornehmen (Sollwertanzeige des
Hauptstromes I
H
über Amperemeter )
Gasflaschenventil durch Drehen nach links öffnen
Brennertasterwippe zurückziehen und loslassen
(4-Taktbetrieb)
ACHTUNG! Hochfrequenzzündung eingeschaltet!
Stellschraube an der Unterseite des Gasdruckminderers so
lange nach rechts drehen, bis Arbeitsmanometer gewünschte
Litermenge anzeigt.
Gasvor- und Gasnachströmzeit an der Stromquelle einstellen.
Brennertasterwippe erneut zurückziehen und loslassen
(= Schweißen AUS)
I
O
I
H
t
H
t
Schweißende
Gasnachströmzeit
Zyklus-Start
Gasvorströmzeit
Zünden des Lichtbogens
Stromanstieg über Up-Slope
Punkten mit eingestelltem
Schweißstrom I
H
in Verbindung
mit Punktzeit t
H
Stromabsenkung über
Down-Slope
Zurückziehen und Loslassen der Brennertasterwippe
Abb. 35
Abb. 37 Transtig wassergekühlt als WIG-Schweißanlage bestehend aus:
Stromquelle mit Steuereinheit, Kühlgerät FK 7, Handschweißbrenner,
Massekabel, Gasflasche mit Druckminderer