22
Einstellvorgang
Schweißkabel je nach Elektrodentype (Angaben des Elektro-
denherstellers beachten) in Strombuchse
und einstek-
ken und durch Drehung nach rechts verriegeln.
(Kabelquerschnitt 50 - 70mm
2
)
WIG-Schweißbrenner muß nicht abmontiert werden.
Netzhauptschalter auf “1” schalten,
Netzkontrolleuchte zeigt den betriebsbereiten Zustand der
Anlage an.
Funktionswahlschalter in Stellung schalten,
LED-Anzeige
und Schweißstromanzeige leuchten.
ACHTUNG ! Beim Elektroden - Handschweißen mit der
Transtig ist die Wolframelektrode des montierten Schweiß-
brenners ständig spannungsführend, sofern der Netzhaupt-
schalter
eingeschaltet - und der Funktionswahlschalter
auf geschaltet ist.
Es ist darauf zu achten, daß der nicht benützte Schweißbren-
ner abmontiert - oder so isoliert am Gerät befestigt wird, daß
die Wolframelektrode keine elektrisch leitenden oder geer-
deten Teile wie Gehäuse, Gasflasche, Werkstück etc. be-
rührt. (Ev. Wolframelektrode ca. 10 mm hinter Gasdüsen-
rand zurückgesetzt fixieren.)
Eventuell Fernregler TP3 bzw. TP4-SP anschließen
(siehe Beschreibung Fernreglerbetrieb Seite 14)
Schweißstrom vorwählen (Sollwertanzeige des Hauptstromes
I
H
über Amperemeter )
Bei Fernreglerbetrieb Dynamik und Hot-Start einstellen
(siehe Fernregler TP3 bzw. TP4-SP)
Schweißvorgang einleiten
AUTOMATISCHE KÜHLKREISABSCHALTUNG
Um das Schweißbrenner-Kühlsystem im Leerlauf nicht unnötig
zu beanspruchen, besitzt die Anlage eine automatische Kühl-
kreisabschaltung.
Die Abschaltung des Kühlgerätes FK7 erfolgt ca. 2 Minuten nach:
Einschalten des Netzhauptschalters , auf Funktionswahl-
schalterstellung WIG
oder , ohne zu schweißen
Durchtasten im Leerlauf mit WIG-Brennertaste auf Funktions-
wahlschalterstellung
oder , bei eingeschaltetem
Netzhauptschalter
Beendigung einer durchgeführten WIG-Schweißung
Umschalten des Funktionswahlschalters von auf
WIG
oder bei eingeschaltetem Netzhauptschalter
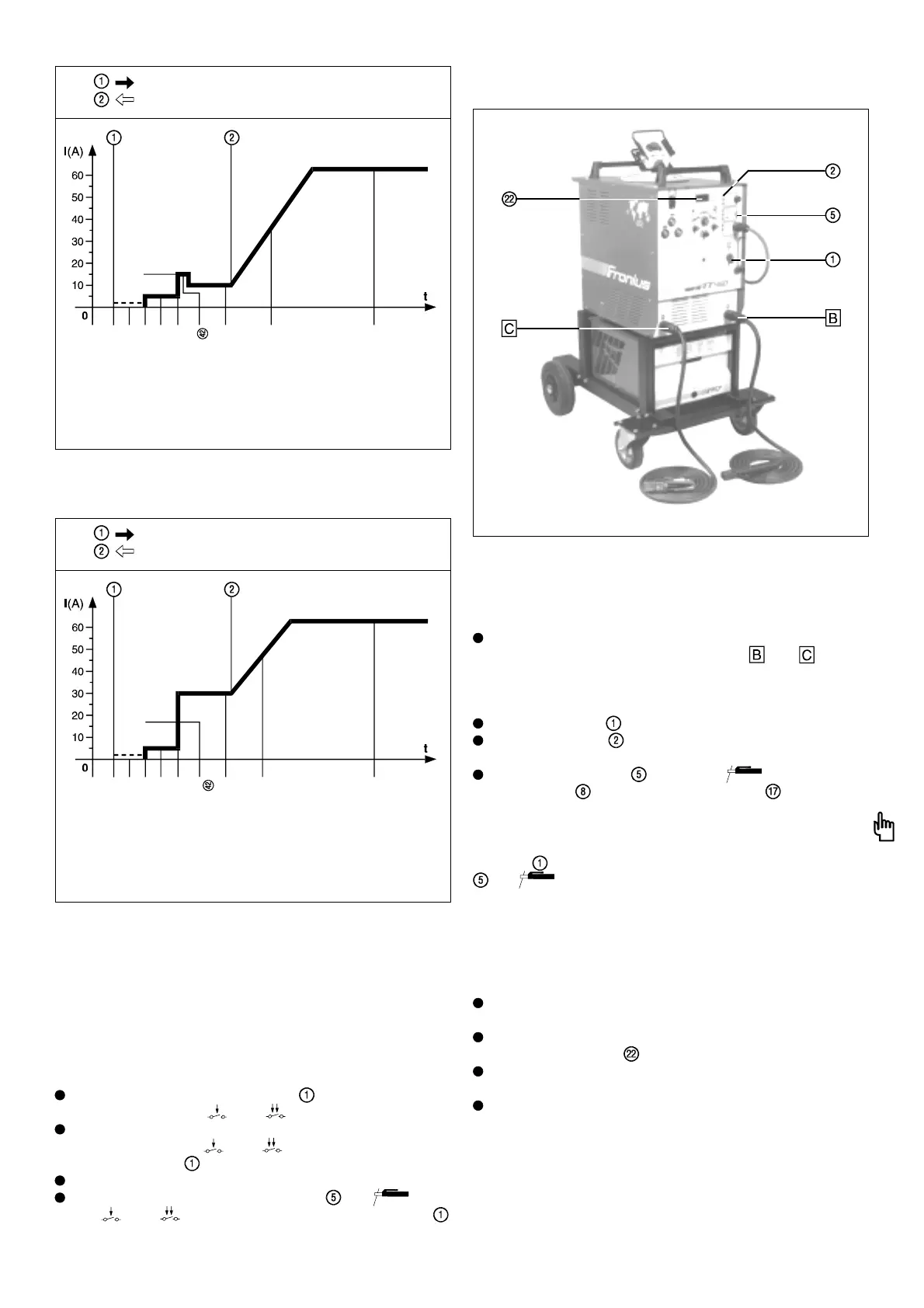
Abb. 41 Beispiel einer Soft-Start-Zündphase im 4-Takt Betrieb, wobei der Suchlicht-
bogenstrom I
s
tiefer liegt als der ZÜNDSTROM
(Wolframelektrode 1,6 mm ø)
Abb. 42 Beispiel einer Soft-Start-Zündphase im 4-Takt Betrieb, wobei der Suchlicht-
bogenstrom I
s
höher liegt als der ZÜNDSTROM
(Wolframelektrode 1,6 mm ø)
ELEKTRODEN-HANDSCHWEISSEN
INBETRIEBNAHME
Abb. 43 Transtig wassergekühlt als E-Handschweißgerät bestehend aus:
Stromquelle mit Steuereinheit, Kühlgerät FK7, Handfernregler TP3 bzw.
TP4-SP (wahlweise) u. Schweißkabeln
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Tasterwippe
1,6 ø
Gasvorströmzeit
Zyklus-Start
Werkstückberührung
der Wolframelektrode
Kurzschlußphase
Abheben der
Wolframelektrode
Eingestellter
Zündstrom, Regler
Eingestellter
SuchlichtbogenStrom I
S
Stromanstieg
über Up-Slope
Eingestellter
Hauptstrom I
H
Zurückziehen und Halten der Brennertasterwippe
Loslassen der Tasterwippe
Gasvorströmzeit
Zyklus-Start
Werkstückberührung
der Wolframelektrode
Kurzschlußphase
Abheben der
Wolframelektrode
Eingestellter
Hauptstrom I
H
1,6 ø
Stromanstieg über
Zündstrom, Regler
auf den eingestellten
SuchlichtbogenStrom I
S
Stromanstieg
über Up-Slope