73
Fig. 26
Practical tips!
When the setting on the arc force control dial is adjusted upwards,
the following may be observed when rutile, basic-sheathed or
special electrodes are being used:
Easy ignition
Reduction in welding misfires
Less electrode burn-on
Good root penetration
Occasionally an increase in spattering
When welding thin sheet metal the danger of "burning through"
increases
With filling-welds, there will be a tendency for the arc to become
somewhat harder
With fine-globule electrodes (such as titanium) the above will
not be observed, as metal transfer occurs without a short
circuit being produced.
HOT-START control dial
only effective in the electrode ignition phase
Advantages:
Improved ignition even with electrodes where ignition is
normally more difficult
Improved melting of the base material in the ignition phase,
meaning far fewer cold laps
Considerable reduction of slag inclusions
est ajouter proportionnellement au courant de soudage
réglé (phase d'amorçage voir fig. 27c)
Important!
The maximum setting for the HOT-START current is automatical-
ly limited by the maximum short circuit of the machine.
Connecting the remote control unit:
Use the remote control cable to create an electrical link bet-
ween the connecting socket on the power source and the
socket on the remote control unit.
Insert the plug-in connections into the correct sockets and
screw the coupling ring on as far as possible.
Mettre le sélecteur de mode de fonctionnement idans la
bonne position suivant le mode de fonctionnement (voir
description déteillée page 67, pos.
)
When a correct connection has been made, the respective
LED or respectively and , as appropriate, will light
up on the TC 3 control unit.
Soudage sans commande à distance:
Les paramètres d'aide à l'amorçage "HOT-START" et DYNAMIQUE
sont réglés dans l'appareil sur une valeur moyenne
(voir fig. 49, page 86).
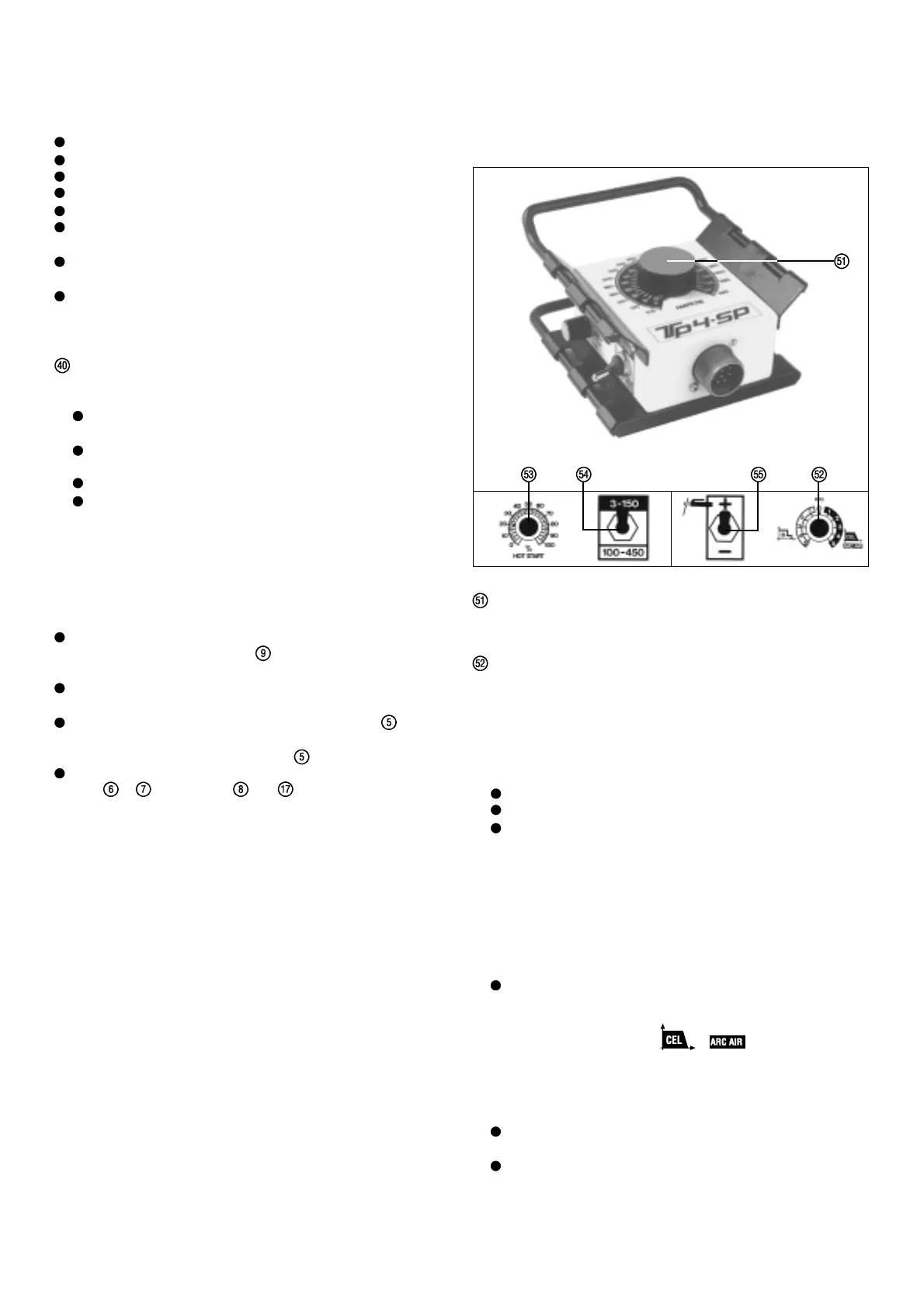
TELEREGULATEUR DE SOUDAGE MANUEL
A L'ELECTRODE ENROBEE TIG TP 4-SP
(seulement pour TT 450)
(aimant de fixation du télérégulateur sur la pièce à travailer
monté)
WELDING CURRENT DIAL
Welding current is steplessly adjustable in two ranges bet-
ween 3-150A and 100-450A.
ARC FORCE CONTROL DIAL
Influences the short circuit amperage at the moment of drop
transfer
At scale setting "0" TIG there is no increase at all in the
short circuit amperage at the moment of drop transfer
(Constant current characteristic = soft arc; Fig. 27a)
Range of application:
TIG-DC welding
Welding using rutile electrodes (fine globules)
Basic-sheathed electrodes for the medium and higher am-
perage range
CAUTION! When welded at low load, basic-sheathed elec-
trodes tend to "get stuck" on the workpiece.
At scale setting "1-5" there is a very considerable
increase in amperage at the moment of drop transfer
(Constant current characteristic with electronic arc-force
effect; 5 = hard arc; Fig. 27a)
Range of application:
With basic-sheathed electrodes (coarse globule) when
these are used for welding in the lower amperage range
(vertical-up seam, coating edges, root-welding etc.)
At scale settings of "1-5" / there is a change in
the slope of the machine output characteristic (falling charac-
teristic with electronic arc-force effect; 5=sharp, hard arc,
Fig. 27b)
Range of application scale "4-5":
All CEL-electrodes, also when these are used for welding in
the lower amperage range.
ARC-AIR-GOUGING (gouging, cutting etc.)
In the "1-3" scale range, the arc is softer. This leads to a
reduction in spatter, but also to Kb and CEL electrodes getting
"stuck" on the workpiece, especially at low amperages.
Scale range "1-3" is thus not suitable for ARC-AIR gouging
or for welding CEL electrodes.