72
Please note :
TECHNICAL DETAILS such as:
descriptions of the torch components
design of the torch hosepack
technical data
how to prepare and fit the tungsten electrode etc.
- can be found in the operating manual for the torch in question.
REMOTE CONTROL OPERATION
Remote control units are intended for use in situations where the
welding parameters must be set directly from the welding work-
place. The remote control unit is connected electrically to the
power source by means of special cables 5 or 10 m in length
(voir déscription des éléments de commande page 69, point )
The following types of remote control unit are available:
1. Manual electrode and TIG remote control unit TP3
2. Manual electrode and TIG remote control unit TP4-SP
3. TIG pulsed-arc remote control unit TR50-1
4. TIG spot-welding remote control unit TR51
5. TIG remote-control pedal unit TR52-1
TELEREGULATEUR DE SOUDAGE MANUEL
A ELECTRODE ENROBEE TIG TP3
(seulement pour TT 330)
Cette commande à distance du poste de travail est utilisée
spécialement pour le soudage manuel à l'électrode enrobée et le
soudage TIG C.C. (aimant de fixation de la commande à distance
sur la pièce à travailler est monté)
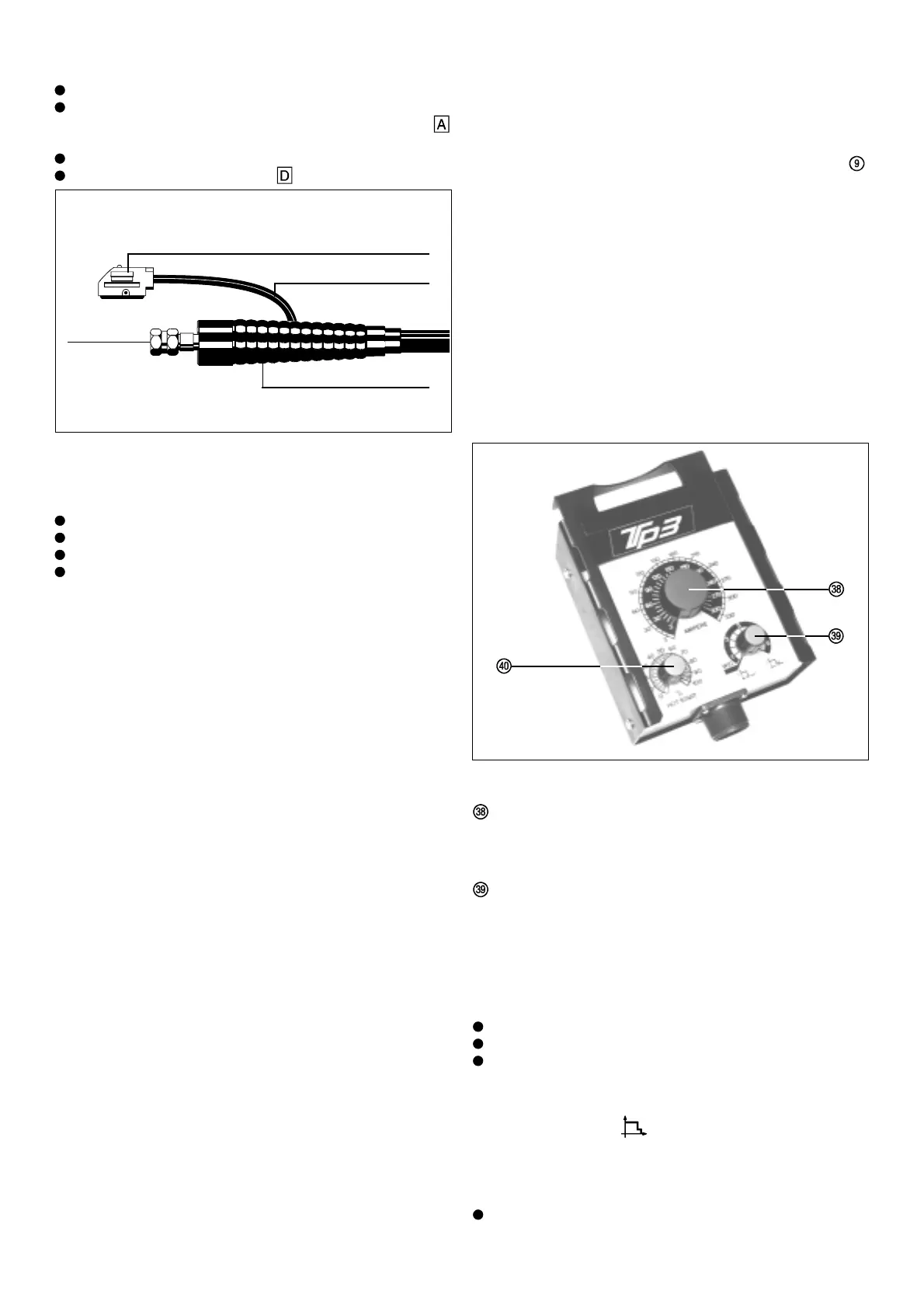
ASSEMBLING a gas-cooled TIG torch
Pull back the rubber sleeve from the rear of the torch
Screw the hexagon nut (width across = 21) of the gas+current
connection onto the torch connector point on the machine
and tighten firmly.
Push the rubber sleeve back over the hexagon nut.
Plug the control plug into socket and latch it.
Fig. 24 Torch connection gas-cooled
Hose sleeve
Control plug
Control cable
Gas and current
connection
Fig. 25
REGULATEUR DU COURANT DE SOUDAGE =
courant principal I
H
Réglage continu du courant de soudage de 3 - 330A
(échelle graduée exterieur)
ARC FORCE CONTROL DIAL
Influences the short circuit amperage at the moment of drop
transfer (from electrode to workpiece)
At scale setting "0"
TIG there is no increase at all in the short
circuit amperage at the moment of drop transfer
(Constant current characteristic = soft arc; Fig. 27a)
Range of application:
TIG-DC welding
Welding using rutile electrodes (fine globules)
Basic sheathed electrodes in the medium and upper amperage
ranges
Caution! When welded at low load, basic-sheathed electrodes
tend to "GET STUCK" on the workpiece.
At scale setting "10" there is a very considerable in-
crease in amperage at the moment of drop transfer
(Constant current characteristic with electronic arc-force effect;
5 = hard arc; Fig. 27a)
Range of application:
Basic sheathed electrodes (coarse-globule), when these are
to be welded in the lower amperage range
(vertical-up seams, edge hardfacing welds, root welding etc.)