63
Commande automatique à sécurité thermique
Fig. 2 Principe de la commande automatique à sécurité thermique
APPLICATIONS
Fig. 1 Suspension pour transport par grue 4 crochets avec fixation du faisceau
de câbles ( peut être installée ultérieurement)
Réglage du courant
de souage au régulateur
du courant de soudage
Début de soudage
Commutateur
principal MARCHE
Courant de soudage
ARRÊT
à une température de 85°C
du corps de refroidissement
primaire ou secondaire
Ventilation coninue
Courant de soudage
MARCHE
à une température du corps de
refroidissement de 85°C
Ventialtion MARCHE
à une température de 55°C
du corps de refroidissement
primaire ou secondaire
Ventilation ARRÊT
à une température de 50°C
du corps de refroidissement
INFORMATIONS GÉNÉRALES
La Fronius TRANSTIG 330/450 en tant que soudeuse à hacheur
primaire est un perfectionnement d'installations de soudage à
commande par transistors. Elle est particulièrement appropriée
pour le SOUDAGE TIG, MANUEL, AUTOMATIQUE ET LE
SOUDAGE MANUEL À L'ELECTRODE ENROBÉE dans les
zones de courant continu (DC). Les dimensions minimum de
l'appareil, son poids réduit et la faible consommation d'énergie
sont des caractéristiques avantageuses et importantes pour la
production et la réparation.
CONSTRUCTION DE L'APPAREIL
Le TRANSTIG est construite suivant le principe de modularité.
Les différents éléments de commande sont vissés et montés sur
un mécanisme de roulement robuste. La console de bouteilles à
gaz intégrée dans le chariot et montée plus bas facilite la
manipulation de la bouteille à gaz lors du remplacement. Les
dimensions de l'installation sont réduites, mais elle est construite
de telle manière qu'elle fonctionne aussi de manière fiable dans
des conditions de service les plus dures. La bôite de tôle à
revêtement par poudre et les éléments de commande arrangés
de manière protegée ainsi que les douilles électriques à verrouil-
lage baïonette garantissent un niveau de qualité élevé. En
modifiant légèrement la construction de l'appareil il peut toujours
être équipé d'un systeme de refroidissement par l'eau. La poignée
de transport isolée, les roues largement dimensionées et les
oreilles de levage par grue arrangées de manière optimale
permettent un transport facile dans l'usine et au chantier.
REFROIDISSEMENT DE LA PARTIE DE PUISSANCE
Par de fentes de ventilation l'air de refroidissement est introduit
dans l'intérieur de l'appareil et passe par des élements de
construction inactifs dans le canal de ventilation à la sortie de
ventilation. Le canal de ventilation représente un dispositif de
sécurité important puisqu'il ne comprent pas d'éléments élec-
troniques mais ne sert qu'à assurer un refroidissement optimum.
L'électronique de puissance et le dispositif de commande de
l'appareil sont arrangés dans la zone abritée des poussières. La
séquence de refroidissement décrite ci-dessous (Fig. 2) est
commandée automatiquement par une commande entièrement
électronique à sécurité thermique.
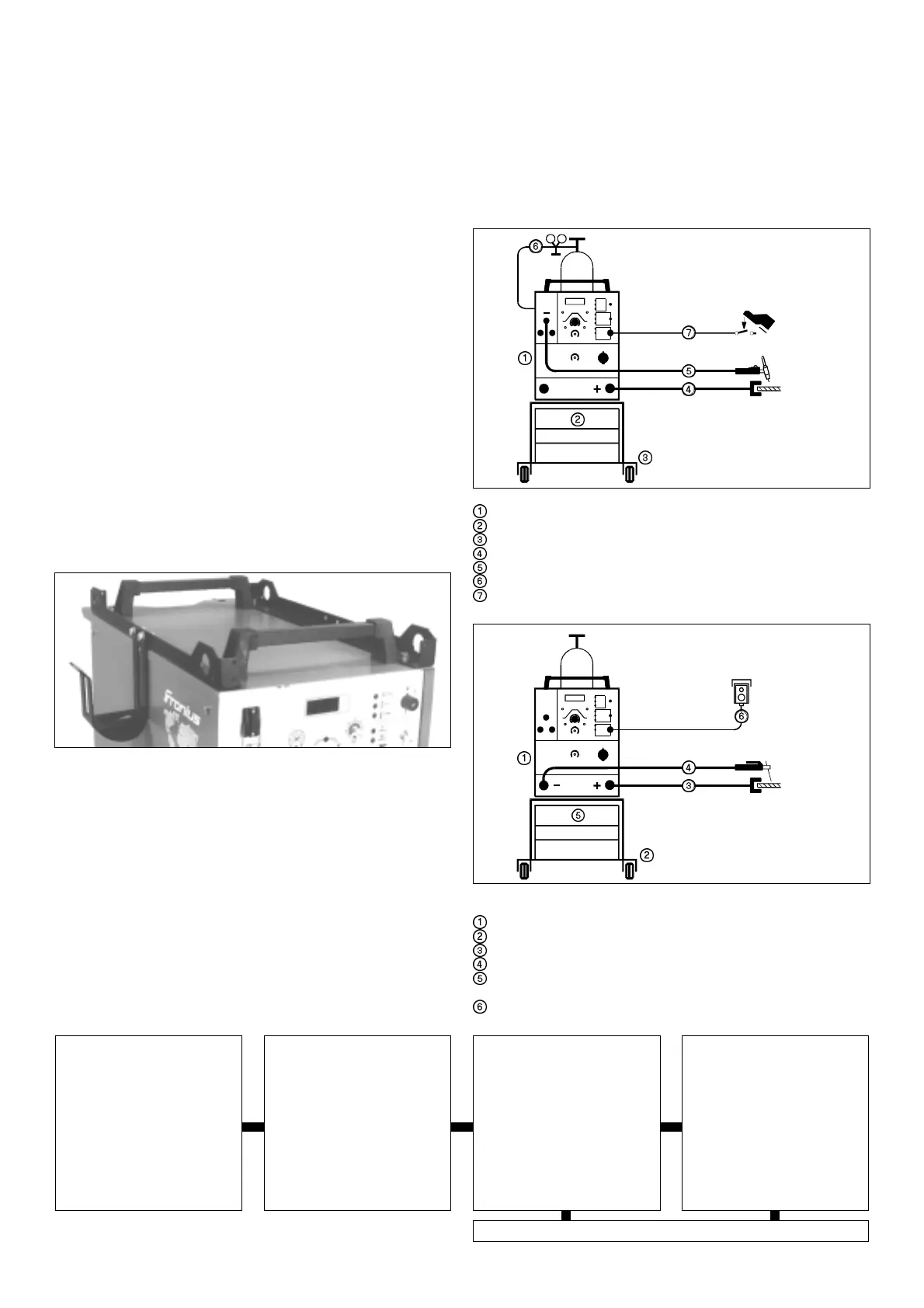
Fig. 3 TRANSTIG, soudeuse Tig refroidie par l'eau comprenant:
Fig. 4 TRANSTIG, refroidie par l'eau, appareil de soudage manuel à l'électrode
enrobée comprenant:
Source de courant avec unité de commande TIG
Mécanisme de roulement avec console de bouteille à gaz
Câble de mise à la masse
Câble porte-électrode
Dispositif de refroidissement FK7 pour le refroidissement de la torche de soudage
(hors service lors du soudage manuel à l'électrode enrobée)
Commande à distance TP 3 ou TP4-SP avec câble de comande à distance
(option).
Source de courant avec unité de commande TIG
Dispositif de refroidissement FK7 pour le refroidissement de la torche de soudage
Mécanisme de roulement avec console de bouteille à gaz
Câble de mise à la masse
Torche de soudage TIG
Amenée de gaz de protection
Commande à distance TR50-1, TR51, TR52-1, avec câble de comande à distance
(option).
DÉROULEMENT DU FONCTIONNEMENT
La tension du réseau de 380V/400 ou de réseau de courant
triphasé de 415V est redressée. Moyennant un interrupteur à
transistor cette tension continue est hachée à une fréquence de
60 kHz. La tension de travail désirée est produite par le trans-
formateur de soudage et fournie de manière redressée aux
douilles de sortie. Un régulateur électronique adapte la carac-
téristique de la source de courant au procédé de soudage.