80
Fig. 42 Exemple d'une phase d'amorçage Soft-Start en service à 4 temps, le cour-
ant de l'arc chercheur I
S
étant plus élévé que le COURANT D' AMOR-
ÇAGE (électrode en tungstène 1.6 mm ø)
Retirer et maintenir la bascule de la gâchette du pistolet
Lâcher la bascule de la gâchette
Prédébit de gaz
Démarrage du cycle
Contact de l'électrode en tungs-
tène avec la pièce à travailler
Phase de court-circuit
Lever l'électrode en tungstène
1,6 ø
Augmentation de courant
d'amorçage, régulateur
jusqu'au courant de l'arc
Amorçage de l’arc électrique
(voir SOUDAGE TIG AVEC AMORÇAGE PAR CONTACT sans
HF, page 79)
DECONNEXION AUTOMATIQUE DU CIRCUIT DE
REFROIDISSSEMENT
Afin de ne pas solliciter inutilement le sysème de refroidissement
de la torche en marche à vide, l'installation est equipée d'une
déconnexion automatique du circuit de refroidissement.
Le refroidisseur FK7 est déconnecté environ 2 minutes après:
mise ne circuit de l'interrupteur principal de secteur , avec
sélecteur de mode de fonctionnement TIG mis sur
ou ,
sans souder
appui sur la gâchette du pistolet TIG en marche à vide jusqu'à
position
or du sélecteur de mode de fonctionnement,
avec interrupteur principal de secteur
connecté
termination du soudage TIG effectué
commutation du sélecteur de mode de fonctionnement de
à TIG ou avec interrupteur principal de secteur
connecté..
SOUDAGE MANUEL A L'ELECTRODE
ENROBEE
Fig. 41 Exemple d'une phase d'amorçage Soft-Start en service à 4 temps, le cour-
ant de l'arc chercheur I
S
étant moins élévé que le COURANT D' AMOR-
ÇAGE (électrode en tungstène 1.6 mm ø)
Retirer et maintenir la bascule de la gâchette du pistolet
Lâcher la bascule de la gâchette
1,6 ø
Prédébit de gaz
Démarrage du cycle
Contact de l'électrode en tungs-
tène avec la pièce à travailler
Phase de court-circuit
Lever l'électrodeen tungstène
Courant d'amorçage réglé.
régulateur
)
Courant de l'arc
chercheur réglé I
S
Augmentation de courant
suivant Up-Slope
Courant principal réglé I
H
Courant principal réglé I
H
Augmentation de courant
suivant Up-Slope
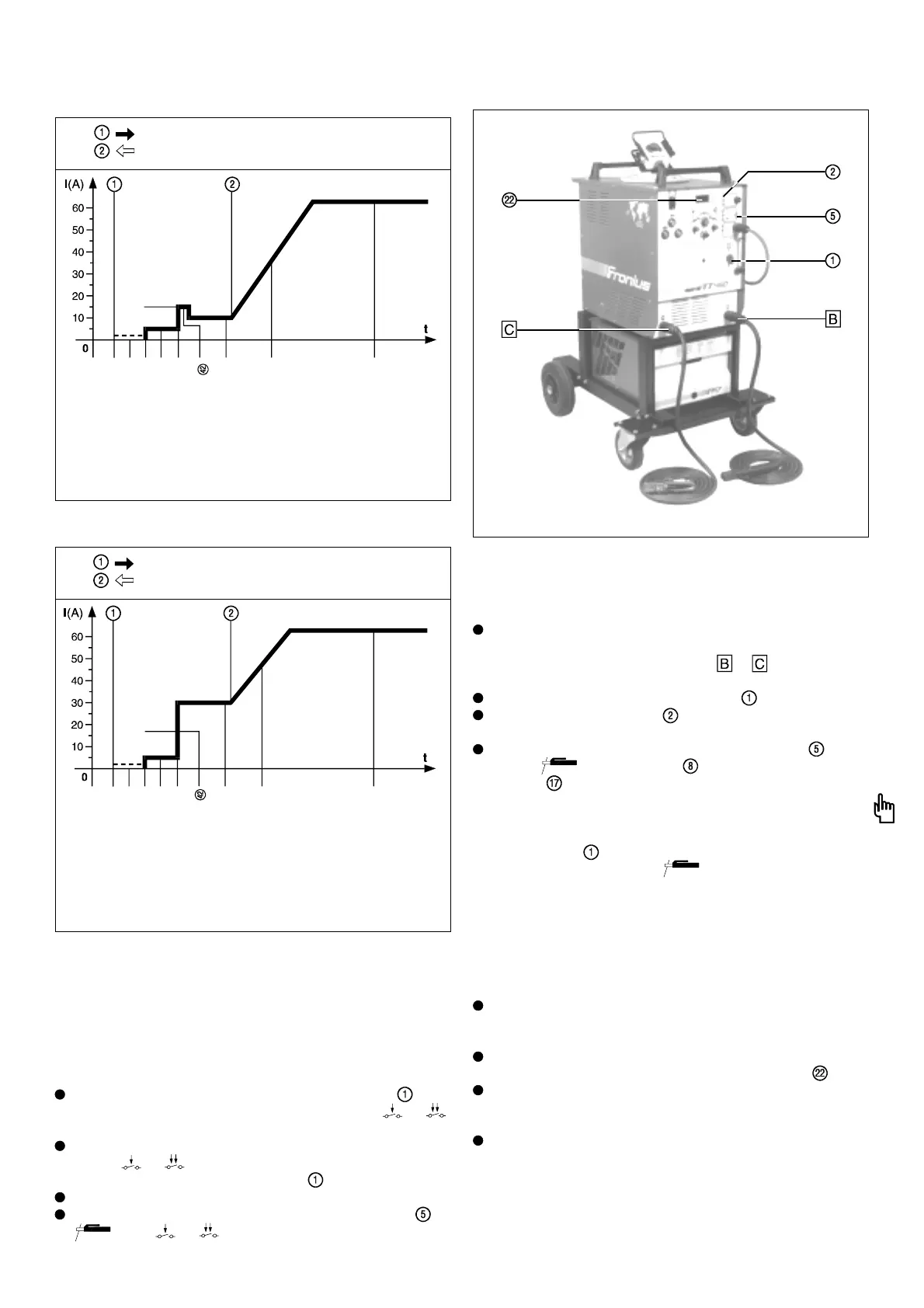
Fig. 43 Transtig, refroidie par l'eau, en tant qu'appareil de soudage manuel com-
prenant: source de courant avec bloc de commande, refroidisseur FK 7,
commande à distance manuelle TP3 ou TP4-SP et câbles de soudage
MISE EN SERVICE
Brancher le câble de soudage proceder de reglage suivant le
type d'électrode (observer les spécifiction du fabricant des
électrodes) dans la douille de courant
et et les verrouiller
en tournant à droite (section de câble de 50 ou 70mm
2
)
Mettre l'interrupteur principal de secteur sur "1"
La lampe-témoin de secteur montre l'état prêt au service de
l'installation
Mettre le sélecteur de mode de fonctionnement sur la
position
, l'affichage DEL et l'affichage de courant de
soudage
sont allumés.
ATTENTION! Lors du soudage manuel à l'électrode enrobée
avec la Transtig l'électrode en tungstène de la torche montée
est toujours sous tension, quand l'interrupteur principal de
mise en marche
est connecté et le sélecteur de mode de
fonctionnement est mis sur
.
Il faut veiller à ce que la torche non utilisé est démontée ou
bien attaché sur l'appareil de manière si isolée que l'élec-
trode en tungstène ne puisse toucher des parties électrode-
conductrices ou mises à terre telles que le boîtier, la bouteille
à gaz, la pièce à travailler, etc. (eventuellement il faut fixer
l'électrode en tungstène aprox. 10mm en retrait de la buse de
gaz.)
Eventuellement brancher la commande à distance TP3 ou
TP4-SP (voir description de service à commande à distance,
page 72)
Présélectionner le courant de soudage (affichage de la valeur
théorique du courant principal I
H
par l'ampèremètre )
lors de fonctionnement à commande à distance régler dyna-
mique et aide à l'amorçage <hot start>
(voir commande à distance TP3 ou TP4-SP
Initier le procédé de soudage
Courant de l'arc
chercheur réglé I
S