0000010291 61
001
5.3.2 Press block
Press block
cleaning
1. Clean the pressure chamber. Use a pressure cleaner.
2. Disassemble the press block. Refer to section 7.3.11 "Place the filling strip (op-
tion: type 600)".
3. Disassemble the air venting pipes.
4. Clean the pressure chamber and the press block bar. Use a pressure cleaner.
5. Clean the auger bearings. Use a pressure cleaner and clean through the air
venting pipe holes.
6. Clean the press block guide. Use a pressure cleaner and clean from the out-
side.
7. Clean the air venting pipes and the air venting pipe connections.
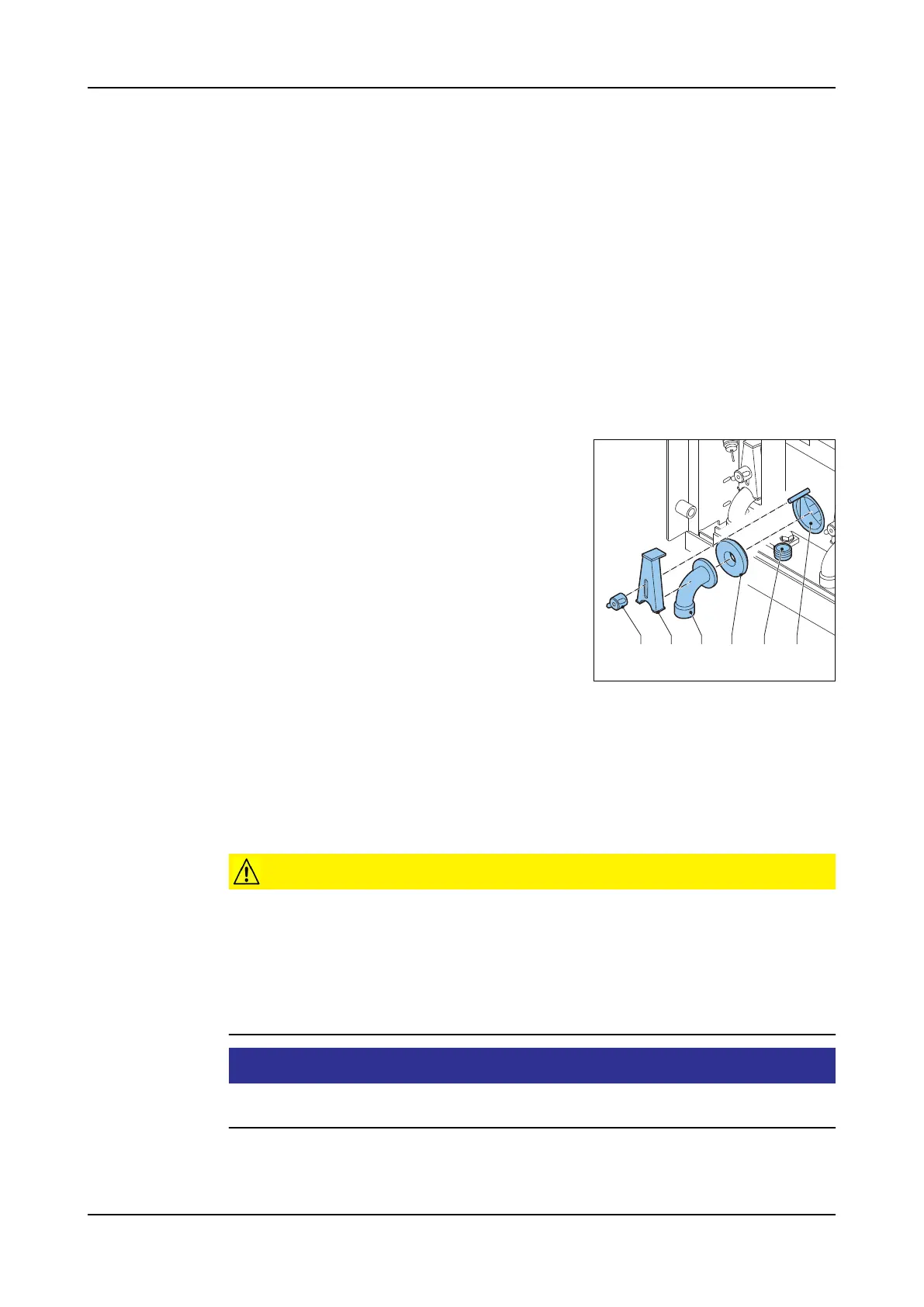
Air venting pipe
assembly
1. Place the plastic ring (D) over the hole (F)
and place the air venting pipe (C) over the
connection pipe (E) and against the plastic
ring.
2. Place the clamp (B) over the air venting pipe
(C).
3. Tighten the wing nut (A) to lock the clamp.
5.3.3 Knockout
1. Take away the knockout unit. Refer to section 4.3.4 "Exchange the knockout".
2. Clean the knockout unit.
5.3.4 Tooling set
1. Disassemble the tooling set. Refer to section 4.3.2 "Exchange the form plate".
2. Clean the parts.
Caution!
Do not let any plastic part lay in water longer than the contact time stated
for the cleaning detergent. This can cause deformation.
Prevent temperature differences between the top and bottom sides of
the plates during cleaning.
Be careful not to damage the plates.
Use the cleaning car.
Attention!
Do not use the cleaning car for storage. The plates will bend under their own
weight.
A B C D E F