6 - 49
6 Applied Functions
OMNUC G5-series (Pulse-train Input Type) AC Servomotors and Servo Drives User’s Manual
6-15 Feed-forward Function
6
6-15-3 Operating Procedure
1
Set Inertia Ratio 1 (Pn004).
Set the inertia ratio as correctly as possible.
• If the inertia ratio is calculated for the selected motor, input the calculated value.
• If the inertia ratio is not known, perform autotuning and set the inertia ratio.
2
Set Torque Feed-forward Command Filter (Pn113).
Set this to approximately 50 (0.5 ms).
3
Adjust Torque Feed-forward Amount (Pn112).
Gradually increase the value of Torque Feed-forward Gain (Pn112).
Since the position error during acceleration/deceleration at a constant speed can be brought
close to 0, it can be controlled to almost 0 throughout the entire operation range during a
trapezoidal speed pattern under ideal conditions where no disturbance torque is working.
In reality, disturbance torque is always applied and, therefore, the position error cannot be
completely 0.
Torque feed-forward can reduce the position error in the range of constant acceleration/
deceleration.
Precautions for Correct UsePrecautions for Correct Use
If you increase the torque feed-forward filter time constant, operating noise will be reduced.
However, the position error at the acceleration change point will become larger.
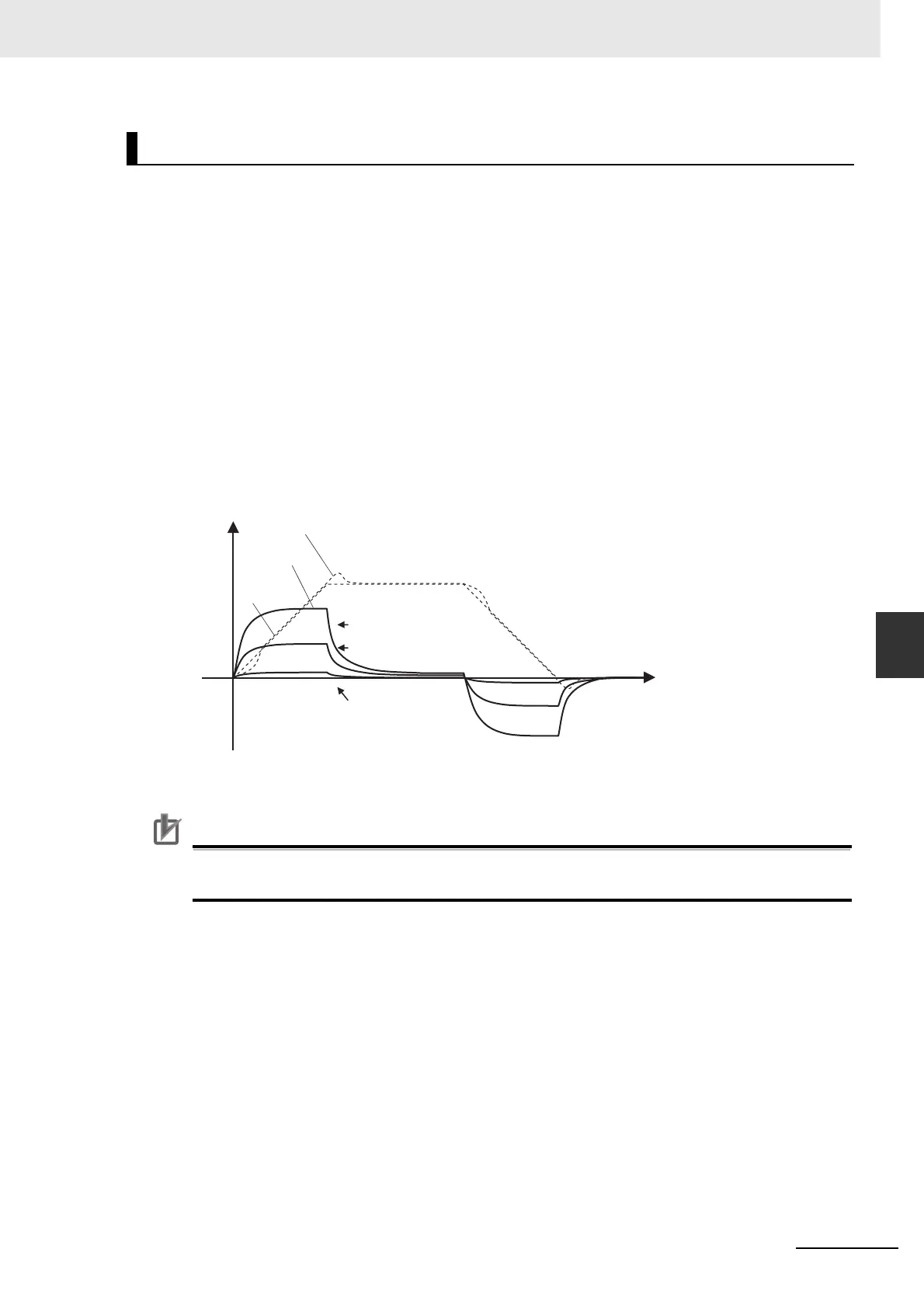
Torque Feed-forward Operating Method
Command
speed
Motor speed
Position
error
Speed Feed-forward Amount = 100 [%] (fixed)
100 [%]
0 [%]
Torque
Feed-forward Amount
50 [%]
Time

 Loading...
Loading...





