8-53
8
ROBOT LANGUAGE
8-5 Sample Programs
8-5-18
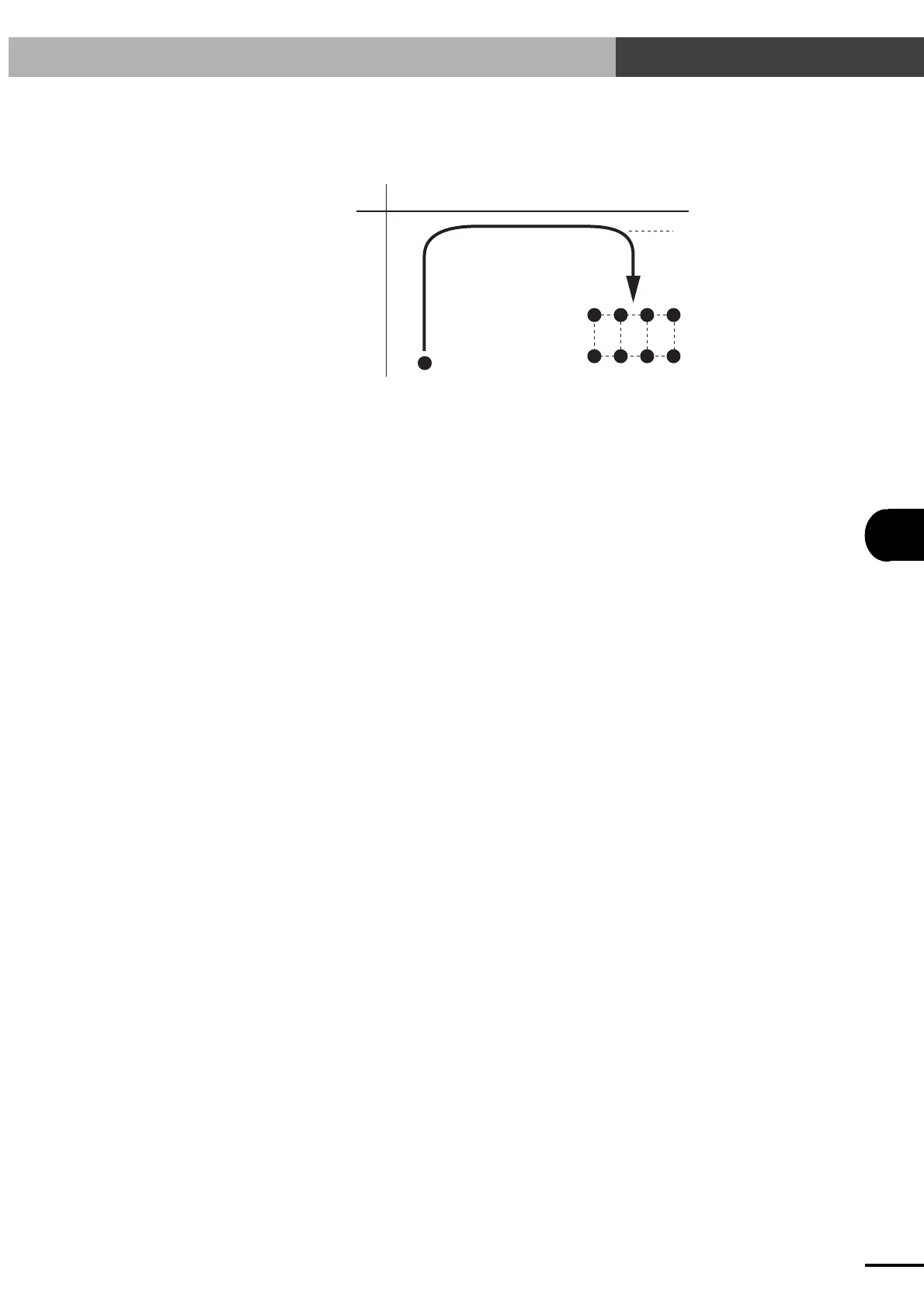
Picking up workpieces at P0 and placing them sequentially
on a 2×4 pallet
X
P0
Y=10mm
Y
Point C (=P253)
Point D (=P254)
Point A (=P251)
Point B (=P252)
■ Teaching each point of P0 and P251 to P254 should be completed beforehand in PNT
(point) mode. (Matrix is defined as pallet number 0 in this example.)
Program Comment
[NO0]
001: MAT 2, 4, 0 ; Defines 2×4 matrix as pallet number 0
002: C 1 ; Sets counter variable to 1
003: L 0 ; Label definition
004: ACHA 2, 10
; Specifies arch motion to move back Y-axis by Y=10mm
005: MOVA 0, 100 ; Moves to pick point
006: CALL 1, 1 ; PICK routine call
007: MSEL 0 ; Specifies movement matrix
008: ACHA 2, 10
;
Specifies arch motion to move back Y-axis by Y=10mm
009: MOVM C, 100 ; Moves to place point (on pallet)
010: CALL 2, 1 ; PLACE routine call
011: JMPC 1, 8 ; Jumps to L1 if counter variable is 8
012: C+ ; Counter variable increment
013: JMP 0, 0 ; Jumps to L0
014: L 1 ; Label definition
Artisan Technology Group - Quality Instrumentation ... Guaranteed | (888) 88-SOURCE | www.artisantg.com
 Loading...
Loading...









