Chapter 3 Preparation Function TC-32B
2004/01/22 3 - 10 eTCOMNCPR3.doc
3
3.3 Linear interpolation (G01)
Linear interpolation moves a tool linearly from the current position to the target position at the
specified feedrate.
Command format G01 X_Y_F_ ;
Up to X,Y,X and one additional axis can be controlled simultaneously.
When the additional axis is commanded and the optional additional axis is not installed, an alarm
will occur.
The feedrate is commanded by the address F. Once the feedrate is commanded, it is effective until
another value is specified.
When the X, Y, and Z axes are commanded, the feedrate is determined by the value entered to mm
/ min.
When the additional axis is commanded, the feedrate is determined by the value entered to ー
/min.
eNCPR3.2.ai
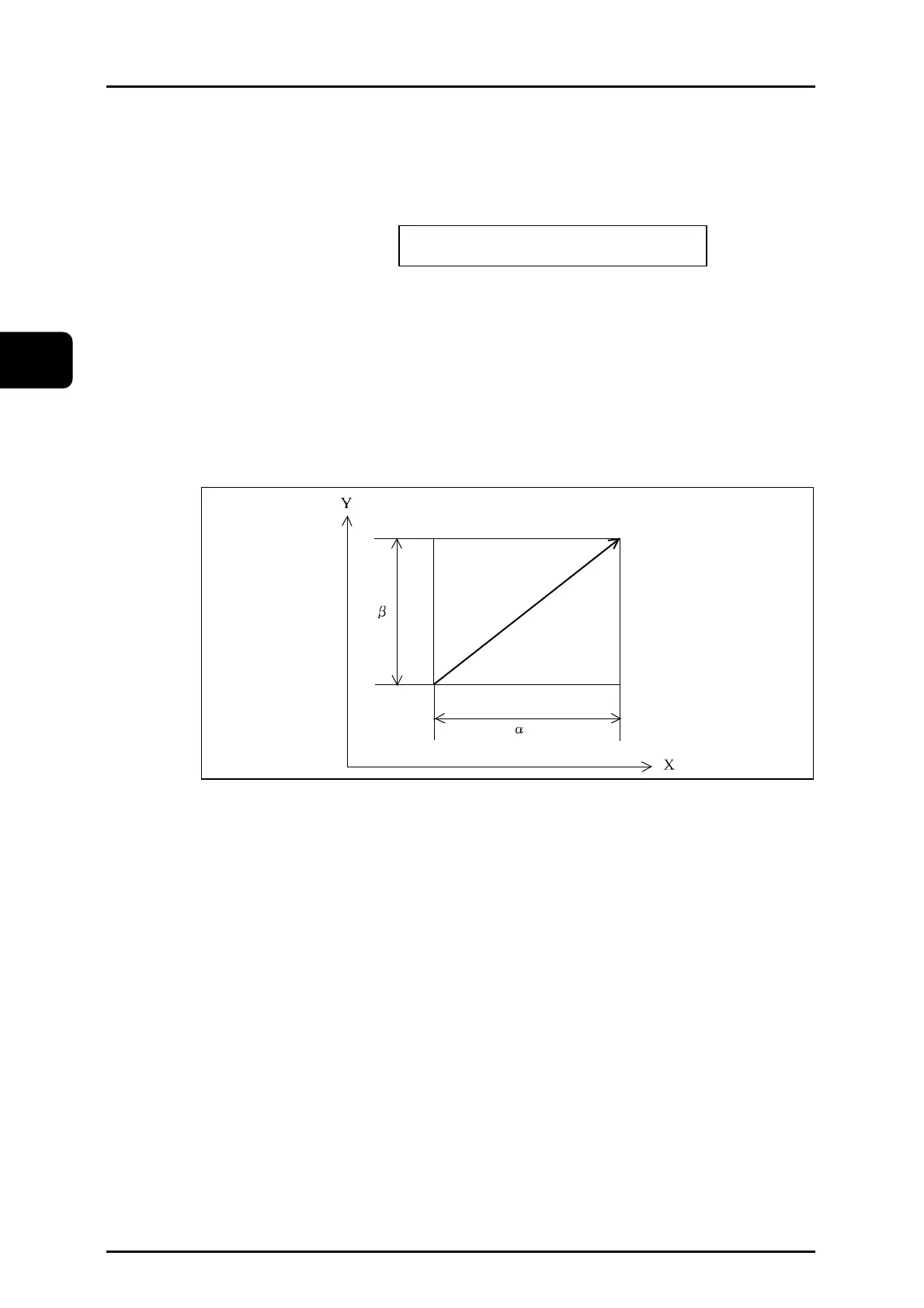
(Note 1) Feedrate along each axis is as follows:
When "G01 G91 X
α Yβ Ff ;" is programmed:
α
Feedrate along X axis: Fx= ─── • f
L
β
Feedrate along Y axis: Fy= ─── • f
L
( L =
α2 + β2 )
End
point
Start
point

 Loading...
Loading...





