Chapter 3 Preparation Function TC-32B
2004/01/22 3 - 52 eTCOMNCPR3.doc
3
(Note 6) When the additional axis is commanded while an optional additional
axis is not installed, an alarm will occur.
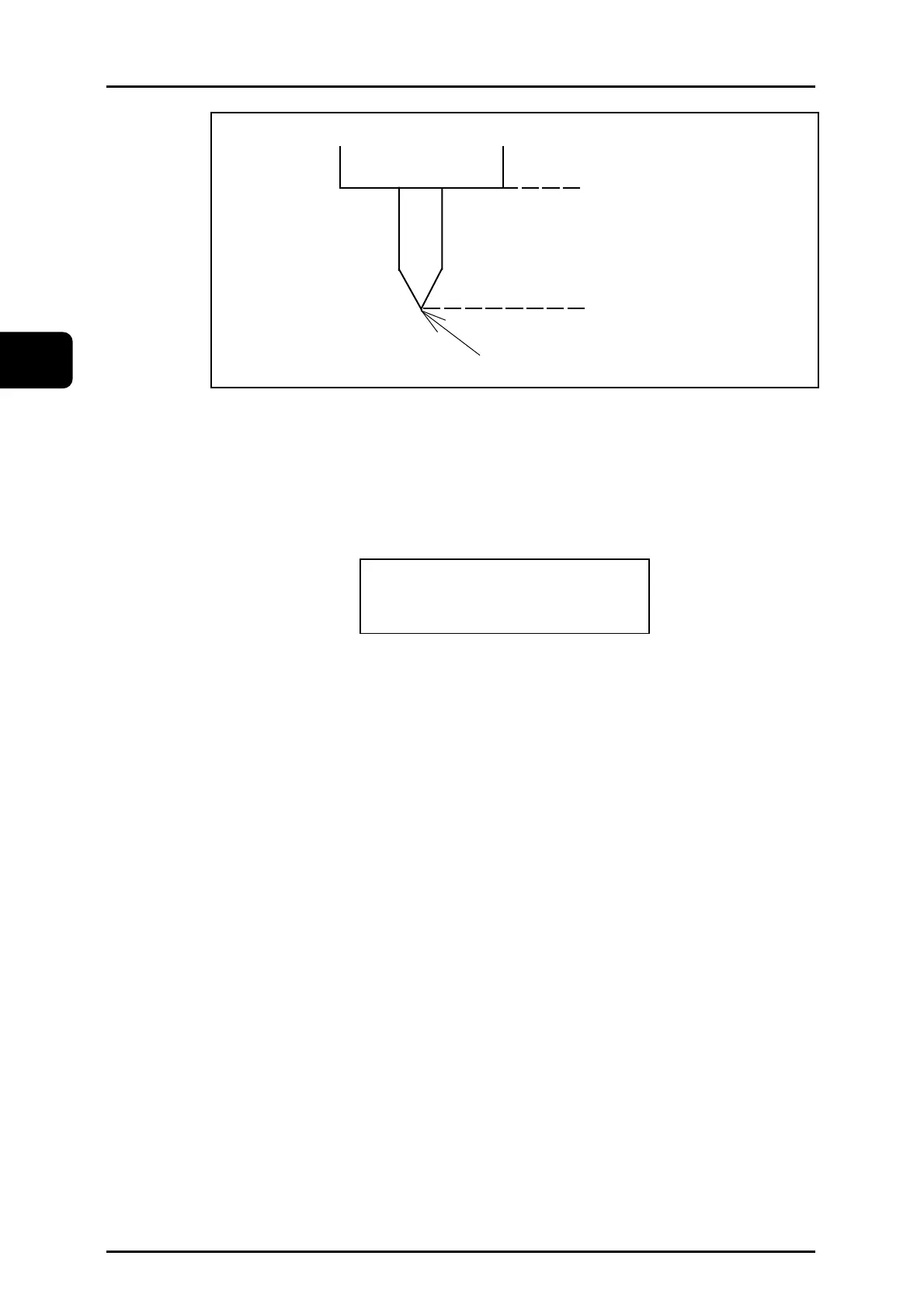
3.23 Skip function (G31,G131,G132)
The tool moves linearly (linear interpolation) at the specified feedrate from the current position to
the target position or until the detection signal turns ON.
Command format G31 X_Y_Z_F_ ;
G131 X_Y_Z_F_ ;
G132 X_Y_Z_F_ ;
Up to three axes (X,Y,Z) can be controlled simultaneously.
The feedrate is set by address F. Once the feedrate is set, it is effective until another value is
specified.
For G131, the SENSOR SIGNAL OFF alarm occurs when the tool has moved to the target
position without the detection signal turning ON.
For G31, G132, an alarm does not occur.
As the coordinate value when detective signal turns ON is stored in system
variables(#5061~#5063) of the custom macro, it can be used in the custom macro.
Note 1: An alarm occurs when tool dia offset mode is selected.
Note 2: The tool does not move during a dry run state.
Note 3: The tool moves to the target position during a machine lock state.
Note 4: When the detection signal is already ON, the tool stops at the current
position.
Spindle end face
Tool top point
The target value in the program becomes the
same as commanded by G92.

 Loading...
Loading...





