TC-32B Chapter 3 Preparation Function
2004/01/22 3 - 11 eTCOMNCPR3.doc
3
(Note2)
The example below shows linear interpolation of linear axis
α and rotation axis β.
When "G01 G91 X
α Bβ Ff ;" is programmed:
α
2
+β
2
Time taken for B-axis movement: Tb=
f
β
Feedrate along B axis: Fb=
Tb
α
Feedrate along X axis: Fx= · f
L
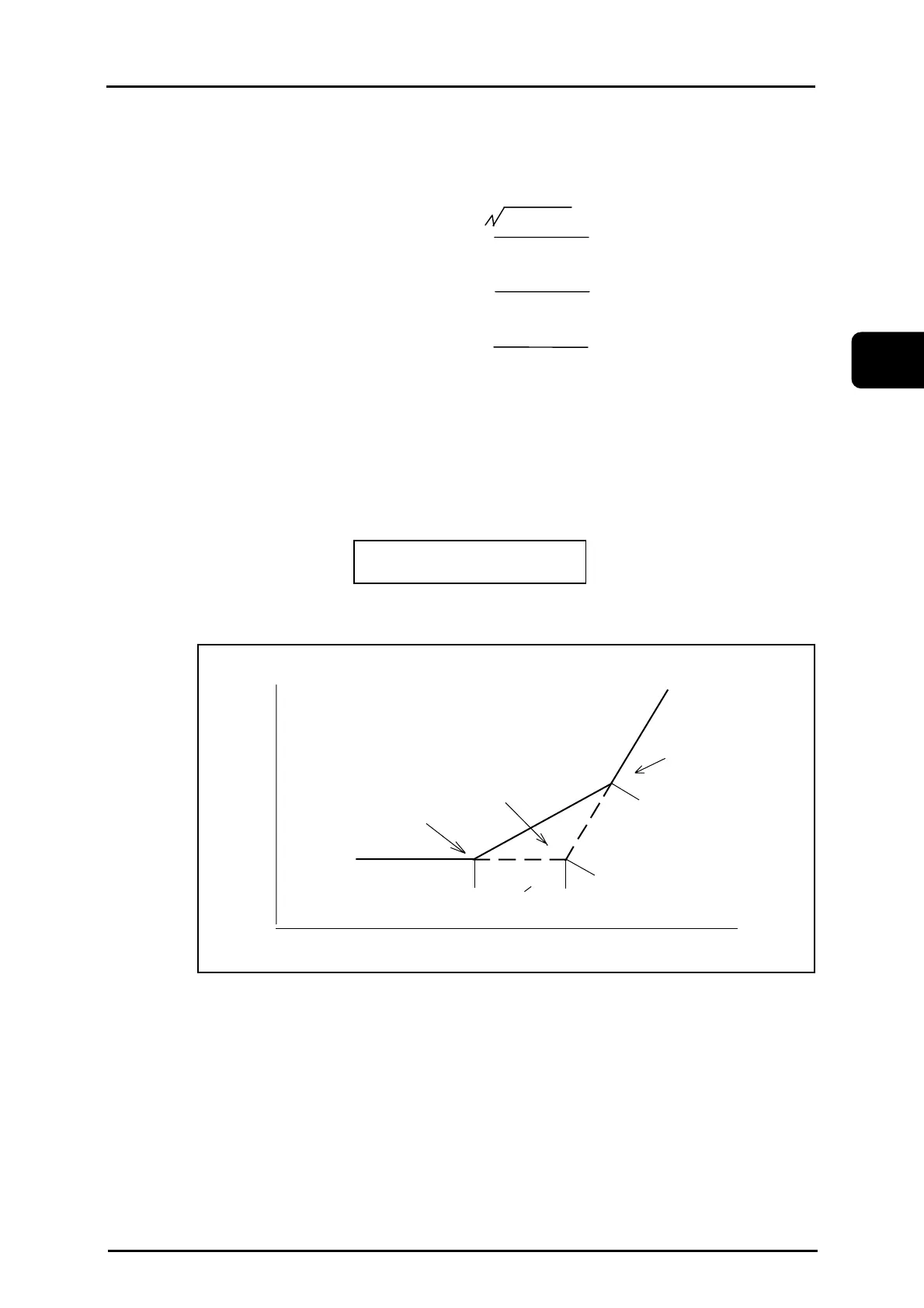
3.3.1 Chamfering to desired angle and cornering C
Chamfering to the desired angle or rounding can be performed between interpolation commands.
Chamfering
Command format G01 X_Y_, C_ ;
C: Distance from virtual corner to the chamfer start point and send
point.
eNCPR3.03.ai
(1) The corner chamfering command block and subsequent block must contain the
interpolation command (G01-G03).
When the subsequent block does not contain an interpolation or movement command, an
alarm will occur.
(2) The inserted block belongs to the corner chamfering command block. Thus, if the feed rate
differs from the corner chamfering command block and the subsequent block , the inserted
block moves at the feed rate of the corner
chamfering command block. Further, the program does not stop before the inserted block
occurs even during single block operation. (It stops after the inserted block occurs.)
(3) Tool diameter compensation applies to the configuration after corner chamfering is
performed.
X
c
c
Virtual
corner
intersection
Chamfer start point
Chamfer end poi

 Loading...
Loading...





