TC-32B Chapter 3 Preparation Function
2004/01/22 3 - 27 eTCOMNCPR3.doc
3
3.5 Circle Cutting (G12, G13)
Starting from the center of the circle, the tool cuts the inner side of the circle and returns to the
center of the circle.
Command format G12I_D_F_;
G13I_D_F_;
G12 : Clockwise cutting direction
G13 : Counterclockwise cutting direction
I : Radius of circle + and - symbols are ignored, and the value is always regarded as
+ (positive).
D : Compensation.
Set the tool number for compensation.
When compensation value is a plus (+), the inner side of the radius specified by
command "I" is cut.
When compensation value is a minus (-), the outer side of the radius specified by
command "I" is cut.
F : Cutting speed
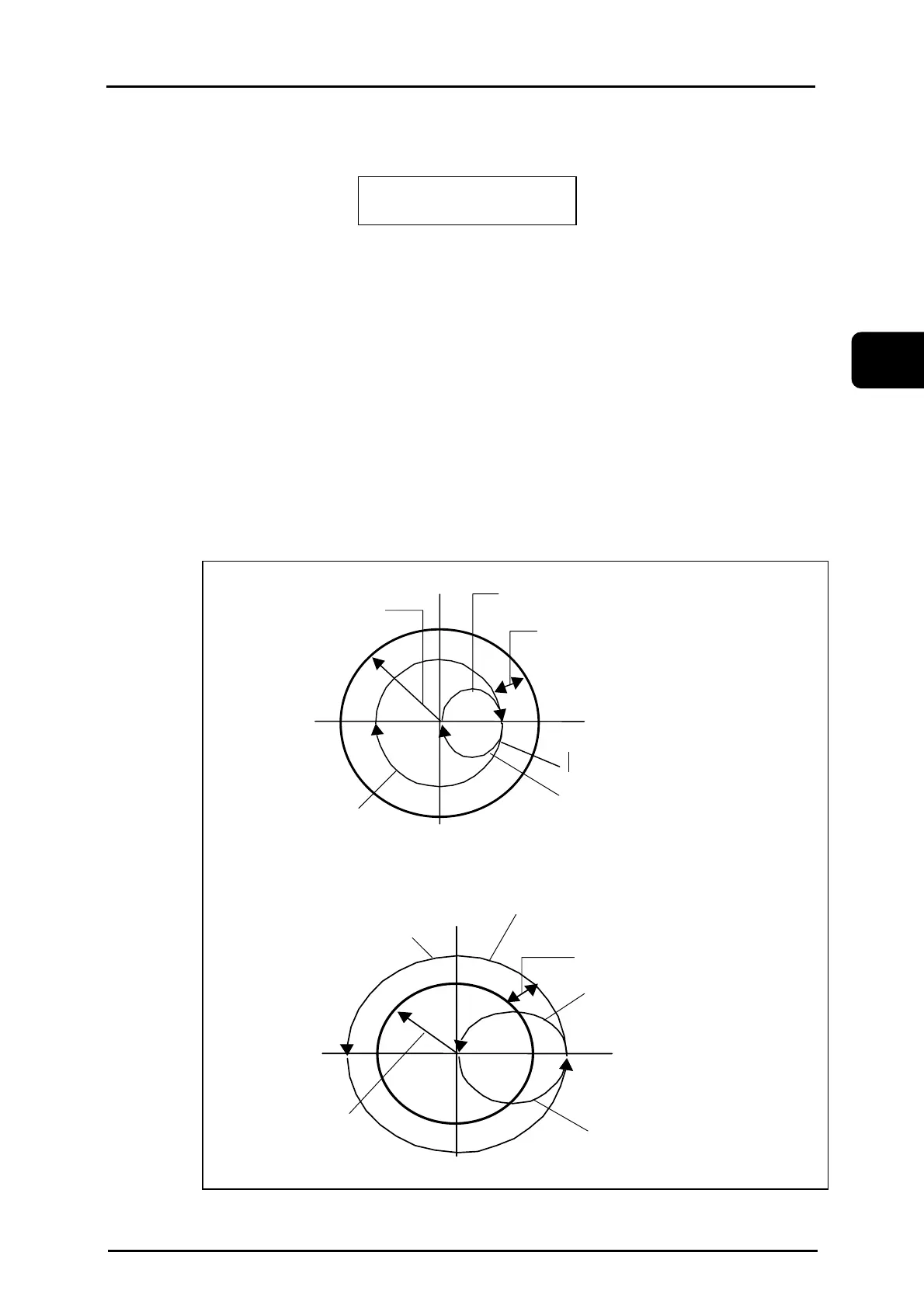
[Motion (When X, Y plane selected)]
The tool moves in a circle half the distance from the center of the circle in the X-axis direction.
The rotation direction is specified to G12 or G13.
The tool completes one rotation in the rotation direction specified by G12 or G13 from start point.
It then moves in a circle half the distance from the end point of circle cutting to the center of the
circle in the rotation direction specified by G12 or G13.
X
Y
工具経路
X
Y
Radius
Com
ensatio
(1)
Tool path
(3)
When G12 is used and the compensation is a positive value.
(2)
Tool path
2
Radius
Com
ensation
-
(3)
(1)
When G13 is used and the compensation is a negative value.

 Loading...
Loading...





