78
Le procédé de pointage se déroule automatiquement com-
me suit:
Retirer et lâcher la bascule de la gâchette du pistolet
Période de prédébit s'écoule
L'arc électrique s'amorçage à courant d'arc chercheur
Le courant augmente suivant Up-Slope réglé jusqu'à la va-
leur de courant de pointage réglé sur le régulateur
La lampe-témoin DEL est allumée
Le temps de pointage (0,5 - 8 sec.) réglé sur le régulateur
s'écoule
Le courant est diminué dans la période réglé suivant Down-
Slope (régulateur
) jusqu'à la valeur de courant minimum de
8A et déconnecte
La periode de postdébit de gaz s'écoule
SOUDAGE TIG A AMORÇAGE A HAUTE
FREQUENCE (HF)
Attention! Lors du soudage TIG avec la Transtig le câble
porte-électrode branché est toujours sous tension, quand:
l'interrupteur principal de mise en marche est connecté
le sélecteur de mode de fonctionnement est mis
sur or et
le soudage fut initié par la gâchette du pistolet.
Il faut veiller à ce que le câble porte électrode non utilisé est
enlevé ou bien attaché sur l'appareil de manière si isolée que
l'électrode enrobée et le porte-èlectrode ne touchent pas des
parties électroconductrices ou mises à la terre telles que
boîtiers, bouteille à gaz, pièce à travailler, etc.
I
O
I
H
t
H
t
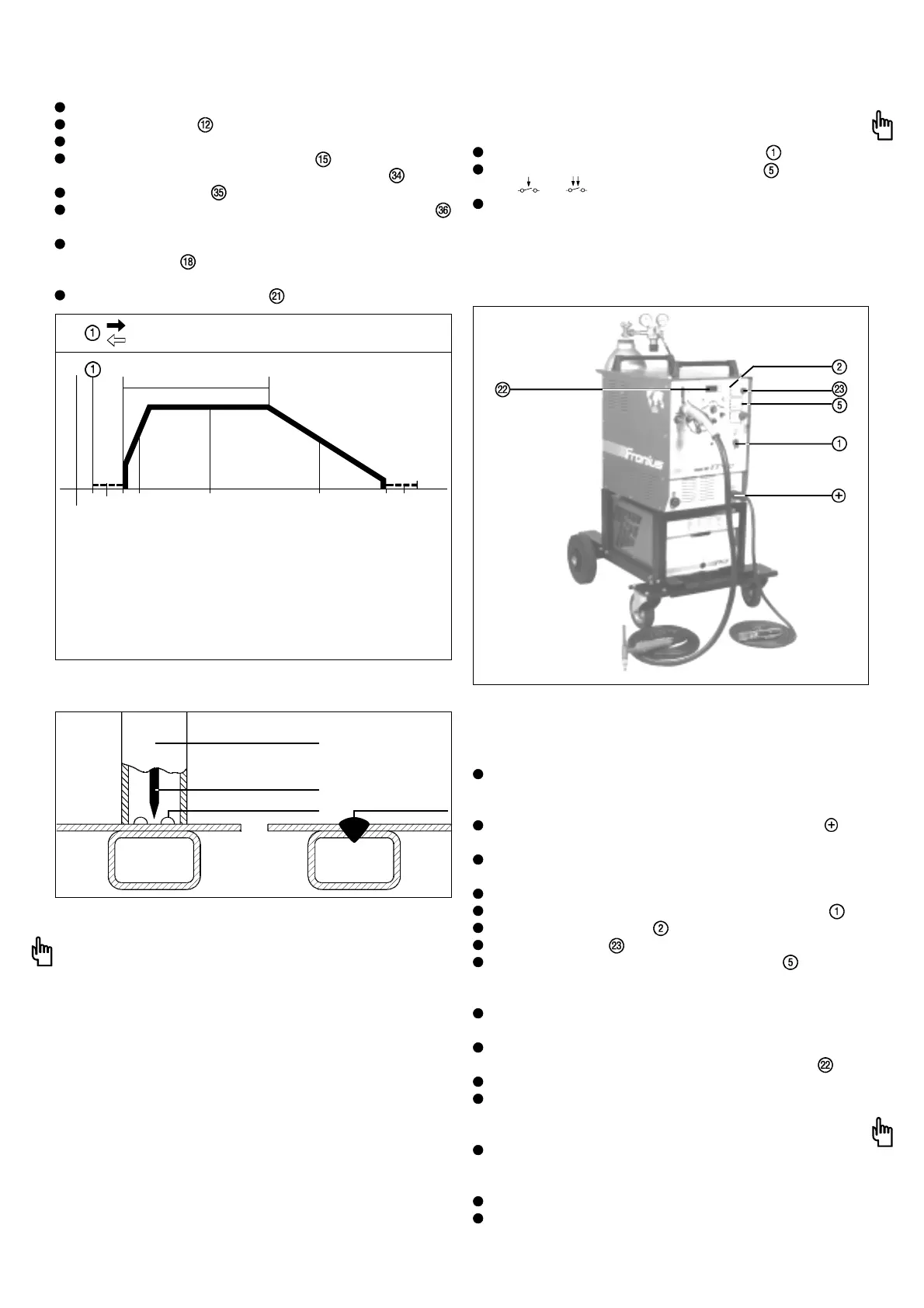
Termination de soudage
Temps de postdébit de gaz
Démarrage du cycle
Temps de prédébit de gaz
Amorçage de l'arc électrique
Augmentation de courant
suivant Up-Slope
Soudage par points à courant de
soudage I
H
réglé en combinaison
avec le temps de pointage t
H
Diminution de courant
suivant Down-Slope
Retirer et lâcher la bascule de la gâchette du pistolet
Fig. 35
Buse de pointage
Electrode en tungstène
Ouverture de sortie de gaz
Fig. 36
ATTENTION! En retirant et lâchant de nouveau la bascule de la
gâchette du pistolet le déroulement automatique de pointage peut
être interrompu manuellement en cas défaut!
Fig. 37 Transtig, refroidie par l'eau, en tant que soudeuse TIG comprenant:
source de courant à bloc de commande, refroidisseur FK 7, torche manuelle,
câble de mise à la masse, bouteille à gaz avec détendeur
MISE EN SERVICE
Equiper la torche d'une électrode en tungstène et d'une buse
de gaz (voir les instructions de service de la torche corres-
pondante).
Brancher le câble de masse dans la prise de courant et le
verrouiller
Relier le tuyau flexible de gaz de l'installation avec le détendeur
de gaz
Brancher la fiche de secteur
Connecteur l'interrupteur principal de mise en marche
Lampe-témoin de secteur est allumée
Mettre le sélecteur sur la position "1".
Mettre le sélecteur de mode de fonctionnement en position
de 2 temps ou 4 temps; l'affichage DEL correspondant est
allumée
Si nécessaire brancher la commande à distance(voir descrip-
tion de fonctionnement à commande à distance page 72).
Sélectionner les paramètres de soudage (affichage des valeurs
théoriques de courant principal I
H
par l'ampèremètre ).
Ouvrir la valve de la bouteille à gaz en tournant à gauche
Tirer la bascule de la gâchette de la torche en arrière et lâcher
(fonctionnement à 4 temps)
ATTENTION! Amorçage à haute fréquence connecté!
Tourner à droite la vis de réglage sur la face inférieure du
détendeur de gaz jusqu'à ce que le manomètre de travail
affiche la quantité de litres désirée.
Régler prédébit et postdébit de gaz sur la source de courant
Tirer la bascule de la gâchette de la torche de nouveau en
arrère et lâcher (= ARRET de soudage)
Point de soudage