GENERAL INFORMATION
00-00–14
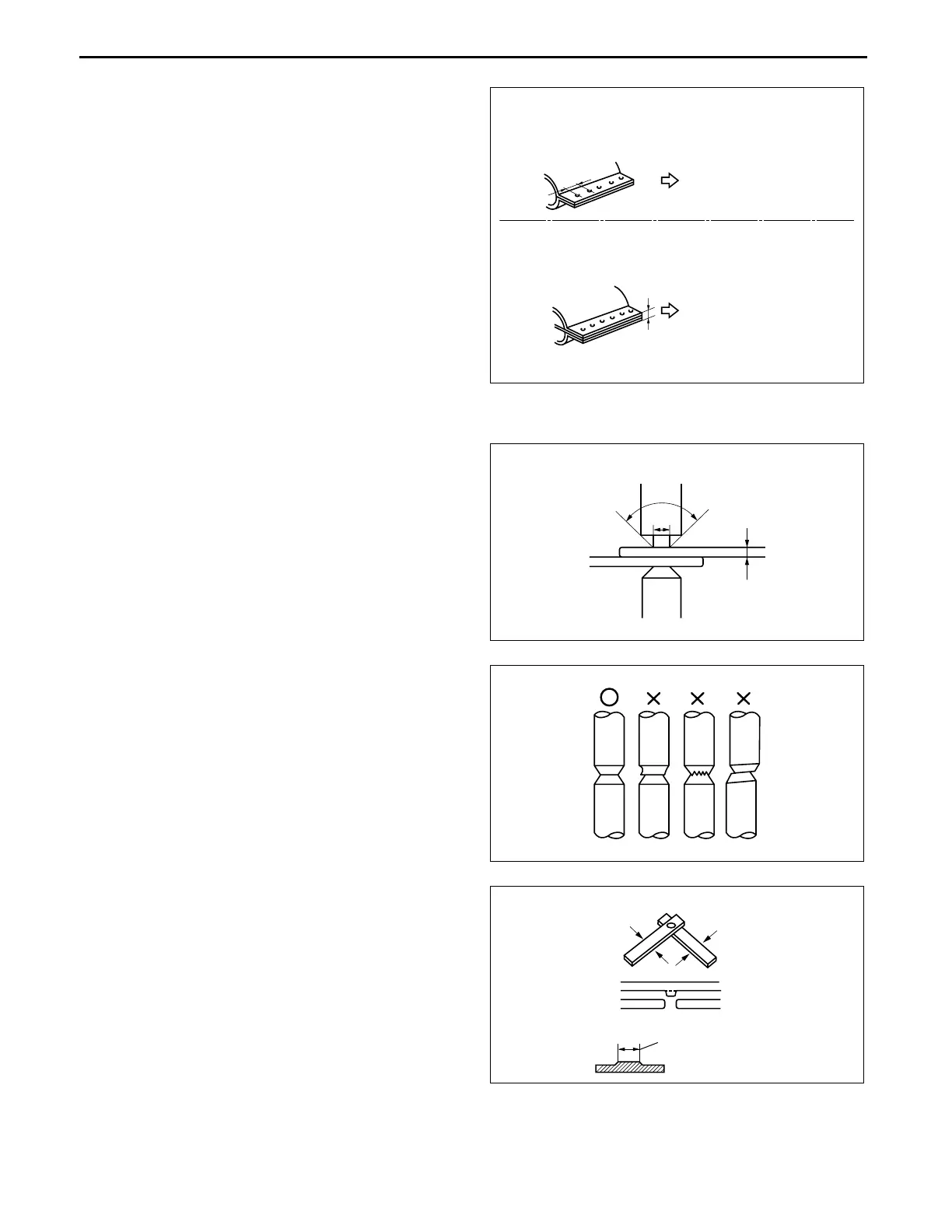
Welding Notes
• For the number of weld points, welding should be
performed in accordance with the following
reference standards.
Spot Welding Notes
• The shape of the spot welder tip is D=(2×t)+3. If
the upper panel thickness is different from that of
the under panel, adjust to the thinner one.
• Because the weld strength is affected by the
shape of the spot welder tip, the optimum
condition of the tip should always be maintained.
• Spot welds should be made at points other than
the originally welded points.
• Before spot welding, make a trial weld using the
same material as the body panel to check the
weld strength.
SPOT WELDING
ORIGINAL WELD
IF 3 mm
{0.12 in} OR MORE
ORIGINAL NUMBER OF
WELDS x 1.3 OR MORE
CO
2
ARC WELDING
ORIGINAL SPOT WELD
REPAIR WELD
REPAIR WELD
ORIGINAL NUMBER OF
WELDS OR MORE
am3uub0000007
D
70
—120°
t
ac9uub00000041
acxuub00000070
TEST PIECE METHOD
NUGGET DIAMETER
:4/5 OF TIP
am3uub0000007
3442-1U-09G.book 14 ページ 2009年7月22日 水曜日 午前11時7分