M800S/M80/E80 Series Connection and Setup Manual
26 Setting the Backlash Compensation
512
IB-1501269-J
26.1 Backlash Compensation
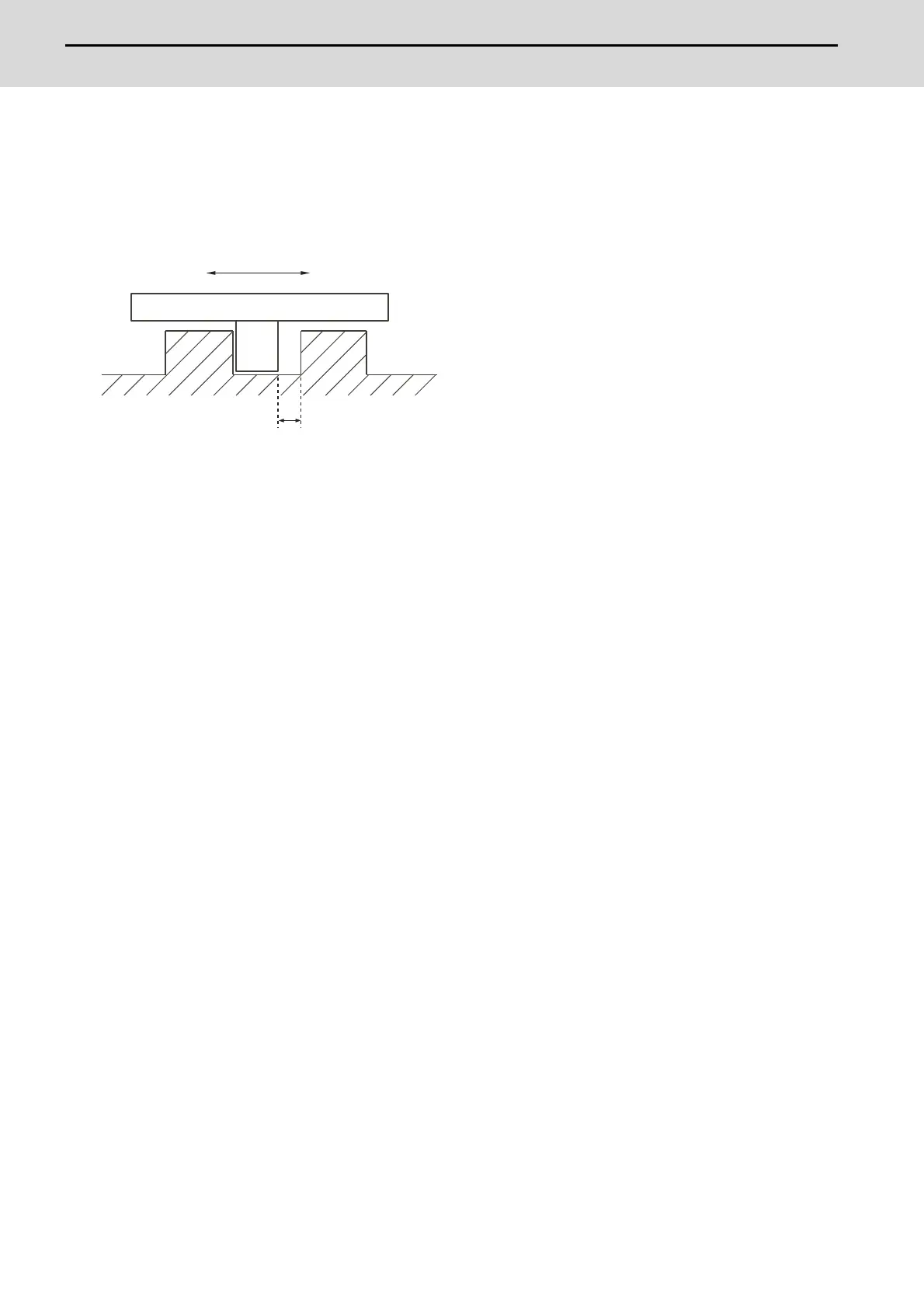
Travel amount of a machine table may become less than the commanded amount due to the error (backlash) caused by
reversal of the direction of the axis.
The backlash compensation is a function which automatically adds compensation amount to the travel amount when the
direction of the axis is reversed.
There are two types of backlash compensation as follows.
(1) G0 backlash (#2011 G0back)
Compensation amount that is used when an axis moved at the rapid traverse speed (G0).
Compensation amount is also measured at rapid traverse speed.
(2) G1 backlash (#2012 G1back)
Compensation amount that is used when an axis moved at cutting feedrate (G1, G2, G3).
Compensation amount to be set is measured using the most commonly used feedrate.
+-
Machine table
Backlash
Ball screw
(Motor)

 Loading...
Loading...






