5 - 10
Chapter 5 Data Used for Positioning Control
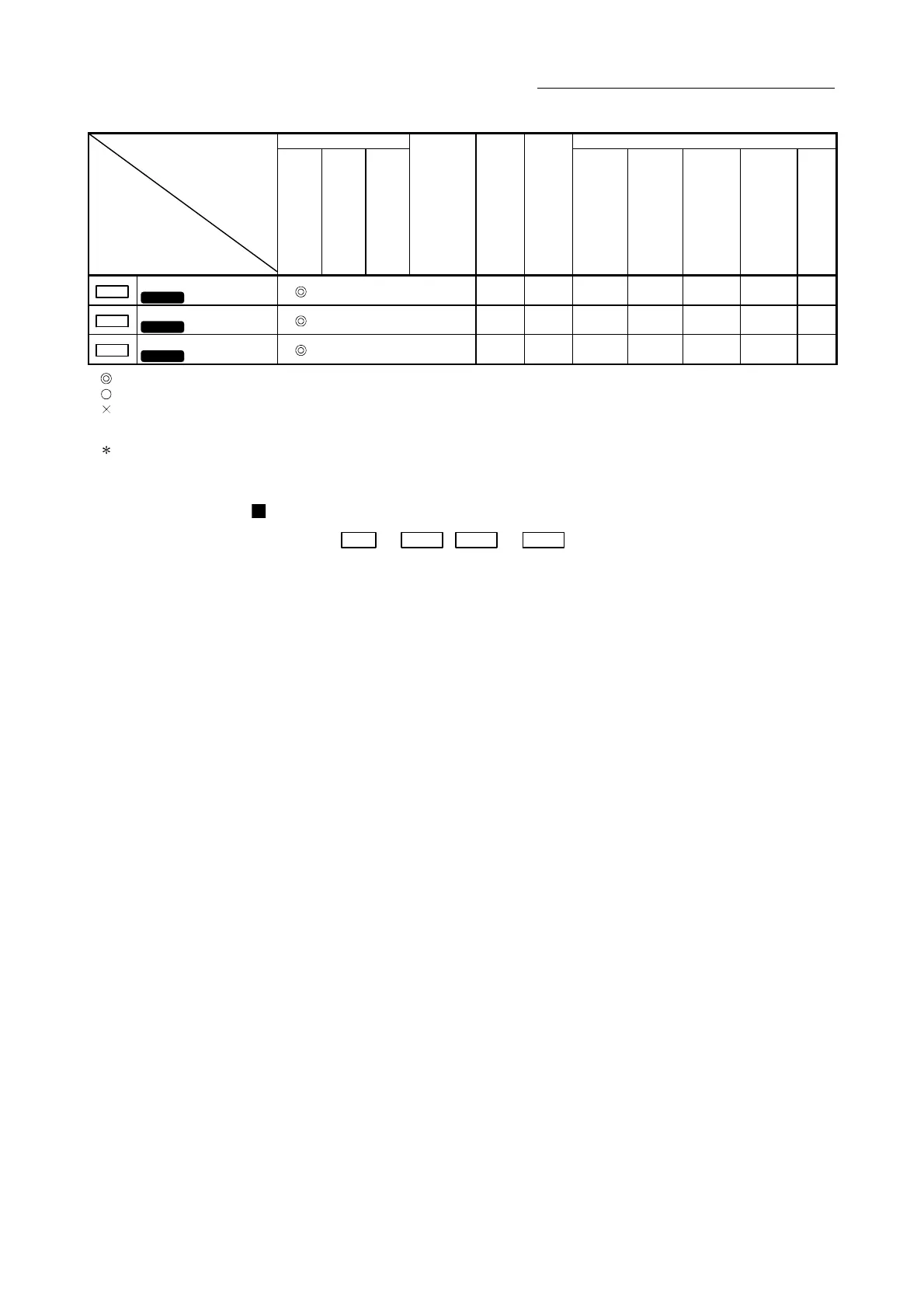
Position control Other control Major positioning control
Positioning data
1-axis linear control
2/3/4-axis linear
interpolation control
1-axis fixed-feed control
2/3/4-axis fixed-feed
control
2-axis circular
interpolation control
1 to 4 axis speed control
Speed-position switching
control
Position-speed switching
control
NOP instruction
Current value changing
JUMP instruction
LOOP
LEND
Da.20
Axis to be interpolated 1
QD77MS16
: 2 axes, 3 axes, 4 axes –: 1 axis – – – – – – –
Da.21
Axis to be interpolated 2
QD77MS16
: 3 axes, 4 axes –: 1 axis, 2 axes – – – – – – –
Da.22
Axis to be interpolated 3
QD77MS16
: 4 axes –: 1 axis, 2 axes, 3 axes – – – – – – –
: Always set
: Set as required (Read "–" when not required.)
: Setting not possible
– : Setting not required.
(This is an irrelevant item, so the set value will be ignored. If the value is the default value or within the setting range, there is no problem.)
: Two control systems are available: the absolute (ABS) system and incremental (INC) system.
Checking the positioning data
The items
Da.1 to Da.10 , Da.20 to Da.22 are checked at the following timings:
•
Startup of a positioning operation

 Loading...
Loading...






