9 - 67
Chapter 9 Major Positioning Control
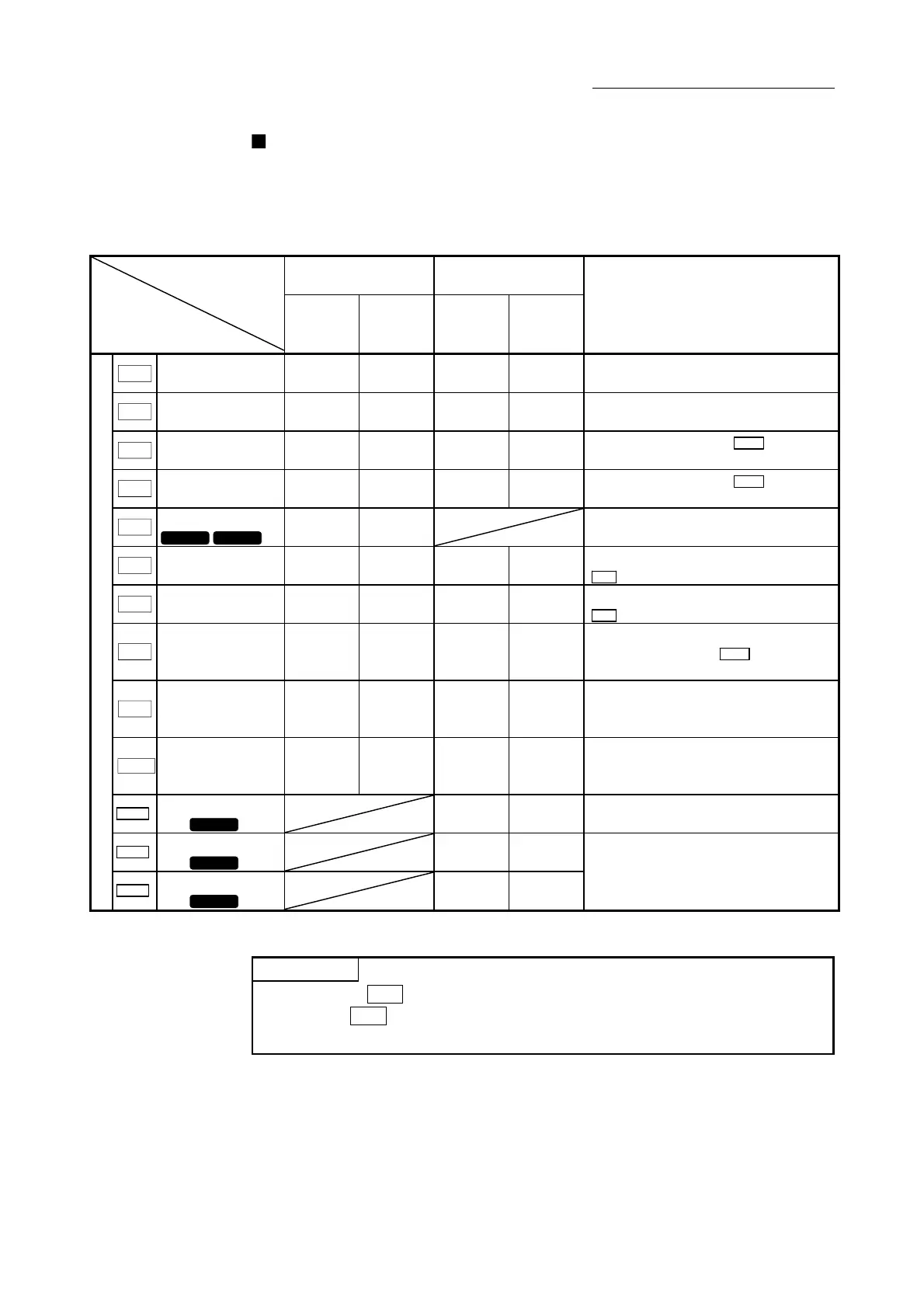
Positioning data setting example
[When "2-axis circular interpolation control with sub point designation (INC circular
sub)" is set in positioning data No. 1 of axis 1]
• Reference axis............. Axis 1
• Interpolation axis.......... Axis 2 (The required values are also set in positioning
data No. 1 of axis 2.)
QD77MS2/QD77MS4
setting example
QD77MS16
setting example
Axis
Setting item
Axis 1
(reference
axis)
Axis 2
(interpolation
axis)
Axis 1
(reference
axis)
Axis 2
(interpolation
axis)
Setting details
Da.1
Operation pattern
Positioning
complete
–
Positioning
complete
–
Set "Positioning complete" assuming the next
positioning data will not be executed.
Da.2
Control system
INC circular
sub
–
INC circular
sub
–
Set incremental system, 2-axis circular
interpolation control with sub point designation.
Da.3
Acceleration time No. 1 – 1 –
Designate the value set in "
Pr.25 Acceleration
time 1
" as the acceleration time at start.
Da.4
Deceleration time No. 0 – 0 –
Designate the value set in "
Pr.10 Deceleration
time 0
" as the deceleration time at deceleration.
Da.5
Axis to be interpolated
QD77MS2 QD77MS4
Axis 2 –
Set the axis to be interpolated (partner axis).
If the self-axis is set, an error will occur.
Da.6
Positioning address/
movement amount
8000.0 μm 6000.0 μm 8000.0 μm 6000.0 μm
Set the movement amount. (Assuming that the
"
Pr.1 Unit setting" is set to "mm".)
Da.7
Arc address 4000.0 μm 3000.0 μm 4000.0 μm 3000.0 μm
Set the sub point address. (Assuming that the
"
Pr.1 Unit setting" is set to "mm".)
Da.8
Command speed
6000.00
mm/min
–
6000.00
mm/min
–
Set the speed during movement. (Designate
the composite speed in "
Pr.20 Interpolation
speed designation method
".)
Da.9
Dwell time 500ms – 500ms –
Set the time the machine dwells after the
positioning stop (command stop) to the output
of the positioning complete signal.
Da.10
M code 10 – 10 –
Set this when other sub operation commands
are issued in combination with the No. 1
positioning data.
Da.20
Axis to be interpolated
No.1
QD77MS16
Axis 2 –
Set the axis to be interpolated.
If the self-axis is set, an error will occur.
Da.21
Axis to be interpolated
No.2
QD77MS16
– –
Axis 1 Positioning data No. 1
Da.22
Axis to be interpolated
No.3
QD77MS16
– –
Setting not required (setting value is ignored).
(Note): Refer to Section 5.3 "List of positioning data" for information on the setting details.
POINT
Set a value in "
Da.8
Command speed" so that the speed of each axis does not
exceed the "
Pr.8
Speed limit value". (The speed limit does not function for the
speed calculated by the QD77MS during interpolation control.)

 Loading...
Loading...






