Startup operation
INTECONT® Tersus Belt weigher, Instruction Manual
Schenck Process Group
BV-H2464GB, 1234
- 47 -
Some Possible Causes of Fault:
Warping of the weighing platform, improper alignment, interferences in the load cell cable.
If you suspect any of these faults, repeat the check with a different weight.
Non-linearity is an indication of such faults, linear faults are more likely to be cause by incorrect data.
12.5
12.512.5
12.5
Belt Velocity Check
Belt Velocity CheckBelt Velocity Check
Belt Velocity Check
The velocity sensor frequency generator can be actuated in a number of different ways.
1. with a frictional wheel on the lower carrying run of the belt or
2. with the shaft of the drive motor
In the first case, the value Pulses per length P02.04 depends on the exact diameter of the frictional wheel; in
the second case, it depends on the gear and looping factor of the belt. So the velocity measurement accu-
racy should be checked.
1. Establish the velocity of the conveyor belt using a stopwatch and a tape measure. Make several mea-
surements to be sure and then calculate the mean.
2. Read the speed display over the same period of time wherever feasible.
3. Compare these readings with one another and correct P02.04 wherever necessary. (new value = prior
value * speed measured/speed read)
This procedure can also be used to determine unknown characteristic values.
Check the space between the recording sensor and crown gear and reduce wherever necessary if there is a
known Pulses per length and large deviations.
12.6
12.612.6
12.6
Test with Materia
Test with MateriaTest with Materia
Test with Material
ll
l
Each test or calibration with calibration weights can only approximate the actual operating conditions. A
highly accurate continuous measurement can be achieved only by making several measurements with bulk
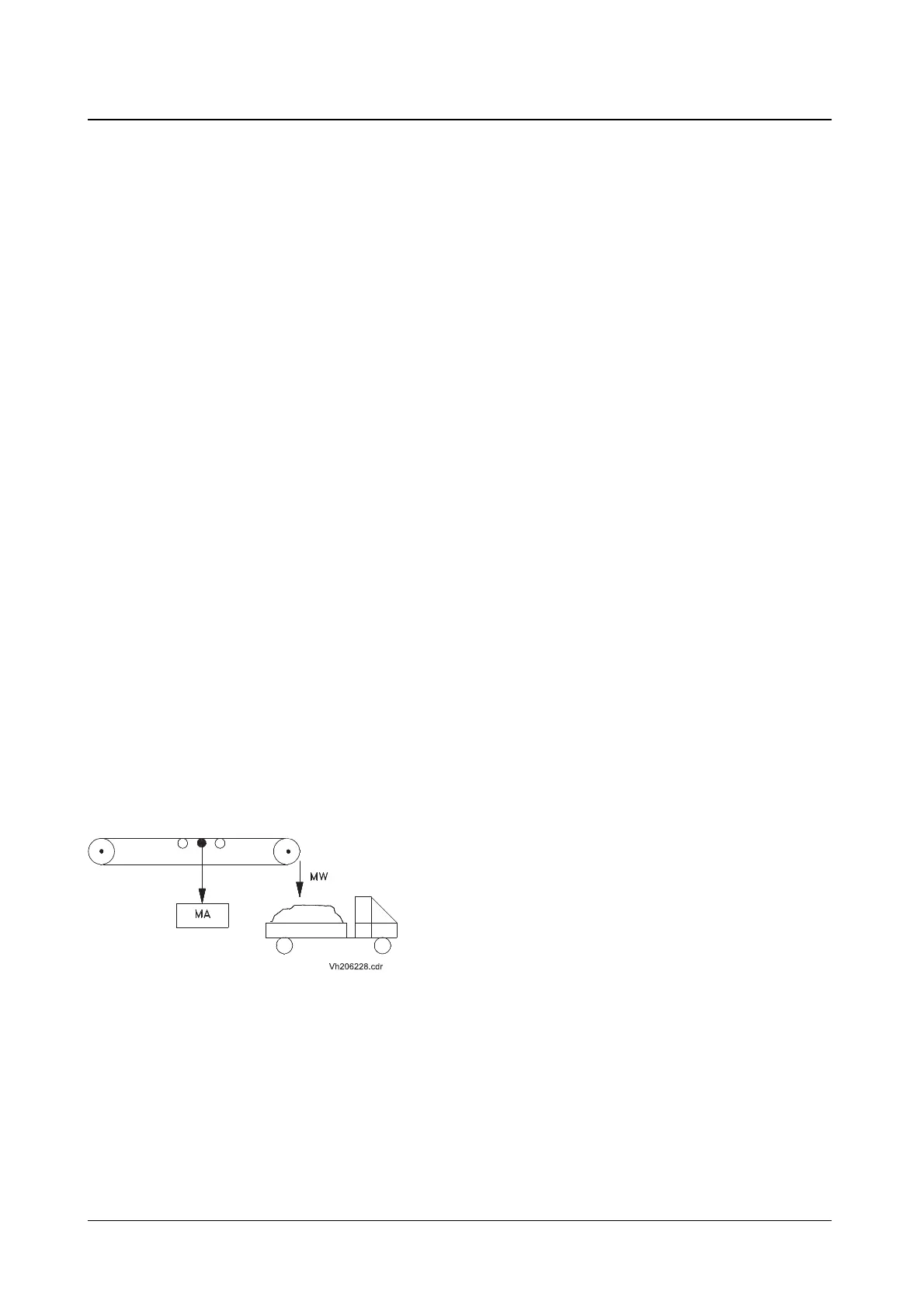
material and a subsequent correction. It is corrected with Range Correction P04.02. The following image
shows an example of an arrangement for verifying a belt-based continuous throughput.
Fig. 7: Arrangement for verification with bulk material
The following items must be observed:
1. The route from the continuous measuring point to the collecting point for the material must be clean
2. Any available diverters must not divert material
3. If there are any feed screws or air slides between the weighing platform and the continuous measuring
point, material must be conveyed for approx. 1/2 hour before any verification measurements are made.
This will allow the usual material build-ups to form on the conveying elements.
4. Dedusting must be set to a minimum

 Loading...
Loading...