51MS 441, MS 441 C
– Coat cylindrical crankshaft stub
with oil.
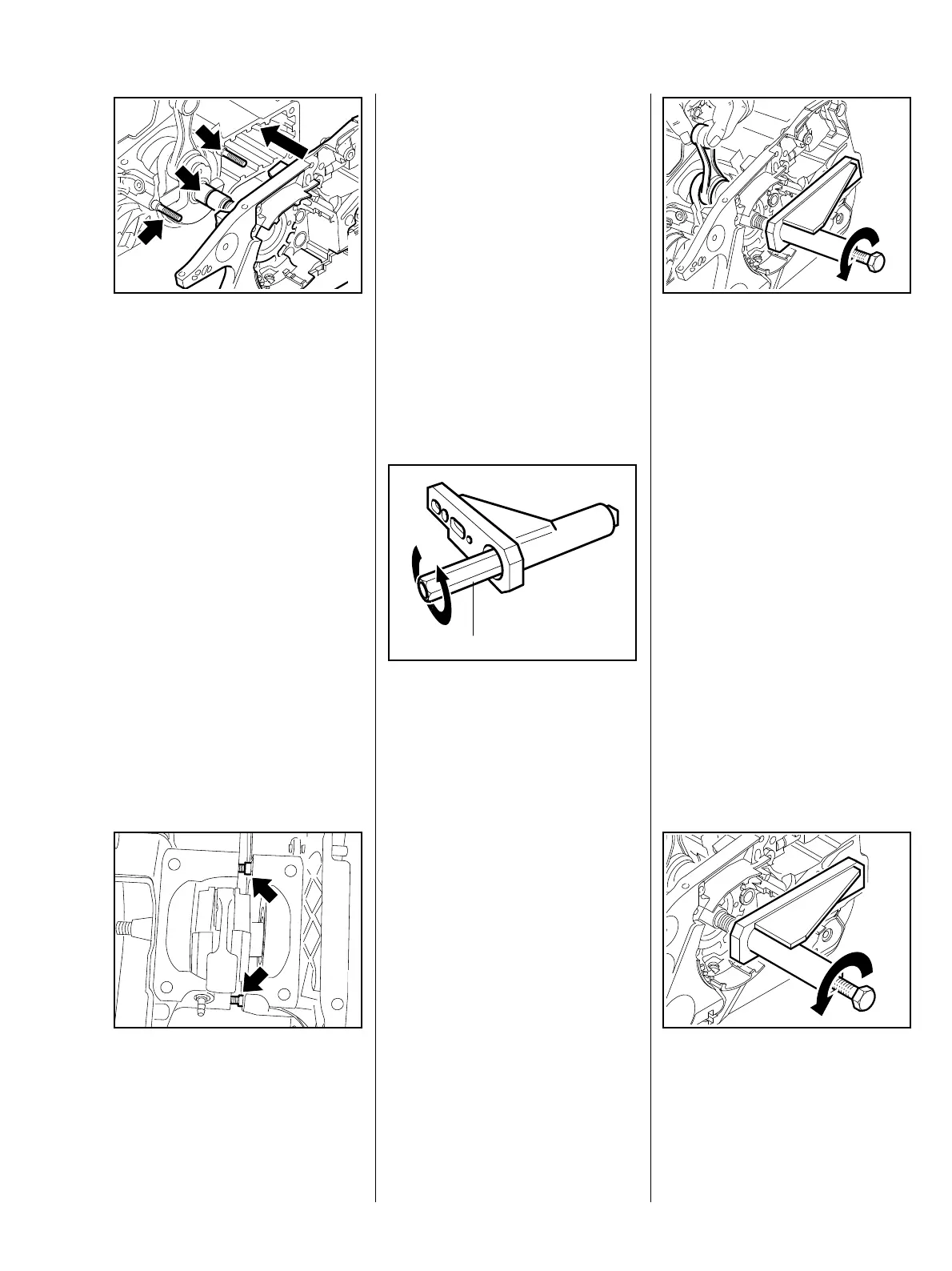
– Line crankcase half up with the
cylindrical stub and the two
screws (arrows).
Wear protective gloves to prevent
219RA129 TG
injury due to burns.
– Heat inner race of ball bearing to
approx. 150 °C (300 °F).
: Press crankcase half fully home.
The crankcase half must be fitted
quickly, as the heat is transferred to
the stub and the inner race
contracts again.
: Ensure that the sleeves (arrows)
enter the holes and that the
housing gasket is not jammed or
buckled.
If it is not possible to heat the inner
race, the crankcase half is drawn in
with assembly tool 5910 890 2205.
– Coat cylindrical crankshaft stub
with oil.
– Line crankcase half up with the
cylindrical stub and the two
screws (arrows).
– Turn spindle of assembly tool
5910 890 2205 fully into the
assembly tool (left-hand thread).
: Screw threaded sleeve (1)
5910 893 2409 on assembly tool
5910 890 2205 fully home on the
spindle (left-hand thread).
– Fit threaded sleeve on crankshaft
stub and push assembly tool over
collar screws.
: Hold crankshaft steady and
screw threaded sleeve onto
thread of crankshaft stub by
turning the spindle
219RA131 TG
counterclockwise.
– Release crankshaft, but hold
assembly tool steady instead and
continue turning the spindle until
the assembly tool rests against
the crankcase half.
– Fit nuts for chain sprocket cover
on the collar screws and tighten
them down by hand.
: Turn spindle counterclockwise
until the crankcase half rests
against the guide sleeves.
219RA132 TG