Resistance welder MULTISPOT MI-100control
Operation
56
Adjusting the contact force
NOTE!
Be sure to set the correct contact force with respect to the current welding / OEM
program selected – because:
If the contact force of the electrodes is too high, the electrical resistance will be too
weak which, in turn, will affect the welding job.
If the contact force is too weak, the welding spots may erode and leave holes in the
sheets.
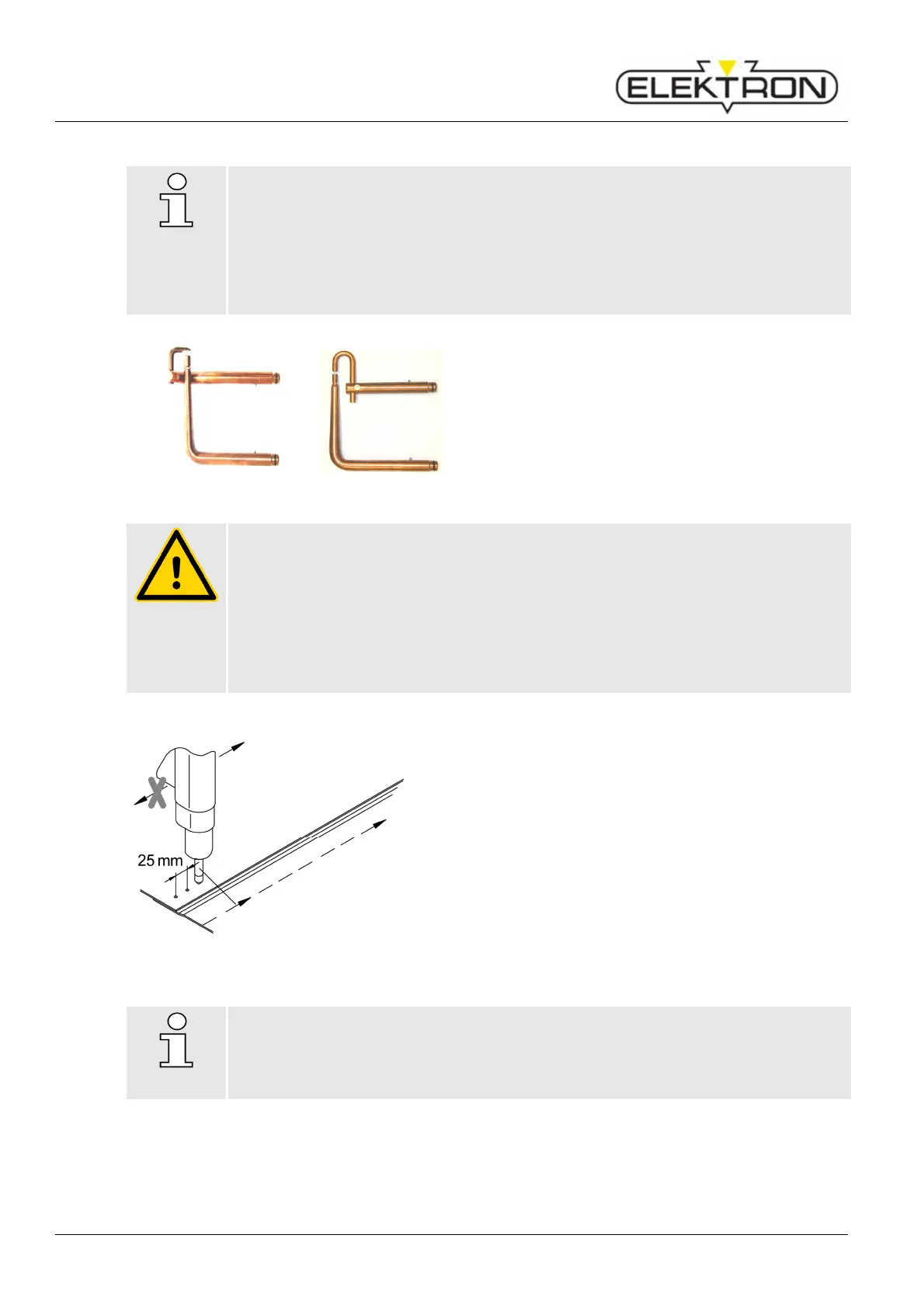
Fig. 72: Contact force ≤ 240 daN
When using the electrode arm configuration shown to the left, 12-mm electrodes will
slightly bend if the contact force is set higher than 240 daN (540 lb f).
Therefore:
Ask yourself, whether the job at hand could be handled just as well with a different
configuration.
When you have to use the configuration as shown here, make sure the contact
force does not exceed 240 daN (540 lb f) / 4.6 bar (67 Psi).
Distances between welding spots
Fig. 73: „Distances should not be too short.”
Don’t keep the distances between welding spots too
short (25 mm approx.). Otherwise, the weld current
might affect the spots (that have already been applied)
a second time.
Lifetimes of electrode caps
NOTE!
The perfectly sound condition of the caps is essential for good welding results.
Electrode caps must be milled (or replaced) after 50 welding jobs, especially when
working with high strength and / or galvanised steel (
see “6.1.2”).