INFORMATION ABOUT OVERHAULING
8
95
EN
F
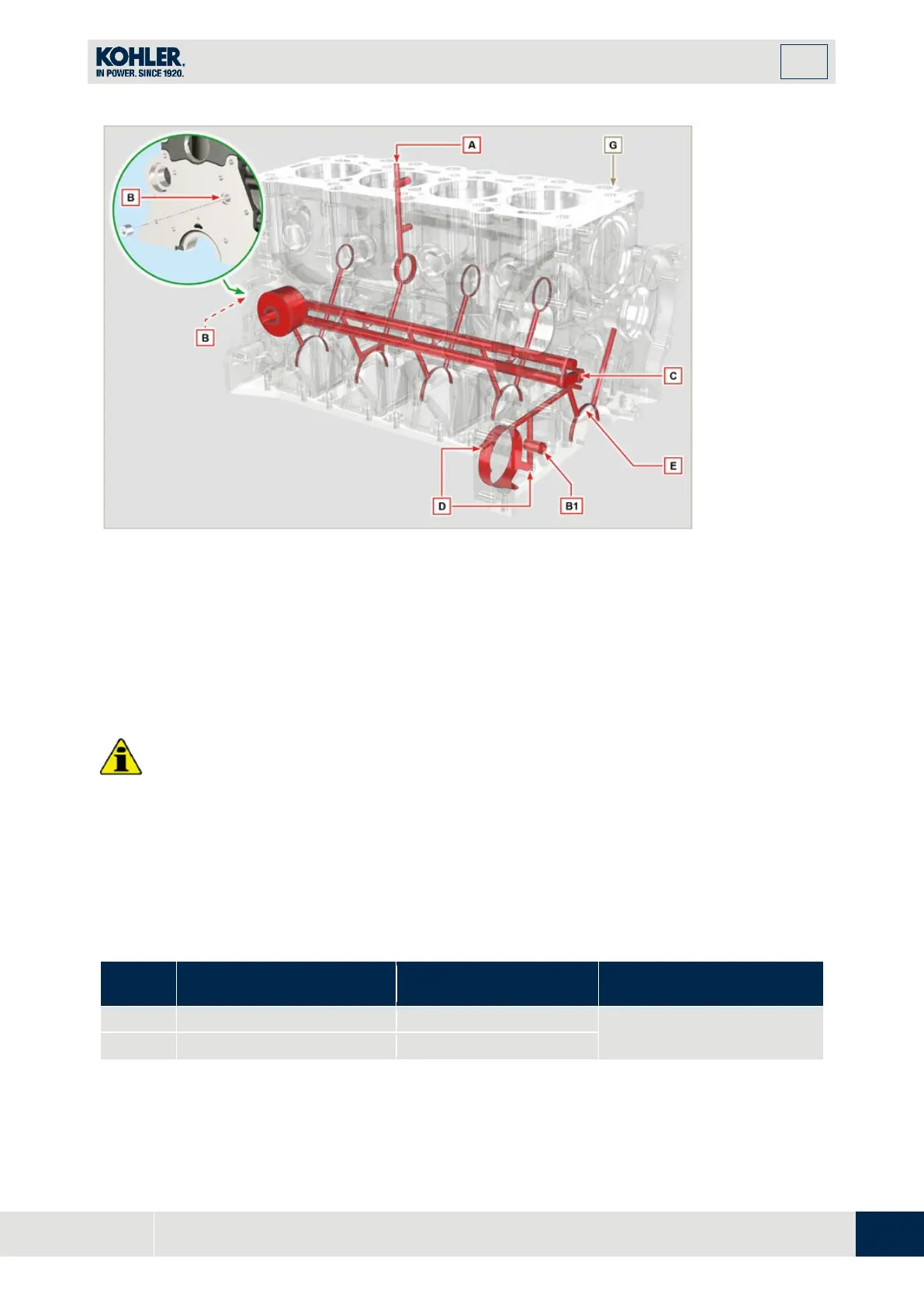
ig 8.1
8.2.2 Cylinder check
Position crankcase
G
onto a workbench.
With a dial gauge, measure the diameter in correspondence to points
J-M-N (Fig. 8.2)
lengthwise and
diagonally with regard to axis
H
of the crankshaft.
If ovalisation or wear detected in a single point in
J-M-N
is greater than +0.05 mm with regard to the
value in
Tab. 8.1a
, you are required to perform grinding operations on all cylinders F.
Refer to
Tab. 8.1a
to establish the clearance value of cylinders subjected to grinding operations.
Important
•
The grinding involved is of +0.20, +0.50 e + 1 mm.
•
Cylinder grinding operations must observe KOHLER SPECIFICATIONS - cod. ED0035612500.
•
Grinding must be strictly performed on all cylinders F.
Tab. 8.1a details the dimensional values of new components only.
•
(1)
The increase of +0.20mm, may already be present on the engine.
• The increase of +0.20mm may already be present, no further adjustments can be made.
Tab 8.1a Grinding values
Ø CILINDER (± 0.007 mm) Ø PISTON (± 0.007 mm) CLEARANCE VALUE (mm)
0.046 - 0.074
 Loading...
Loading...