Panneau de commande FeederPanel
- 178 -
02.20909.2079.9-03
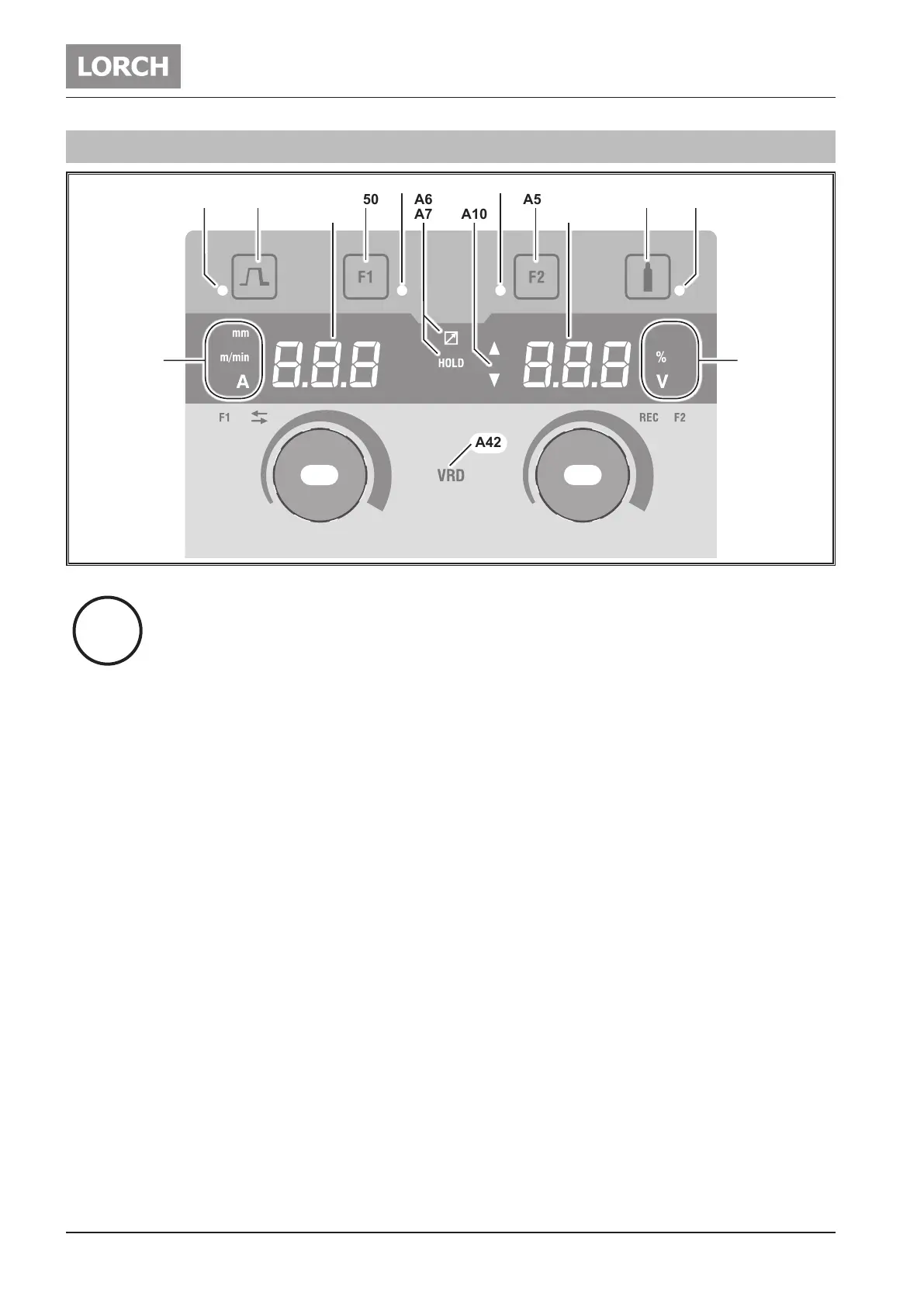
1 Panneau de commande FeederPanel
A7
A50
A42
A41 A44
A4
A2A1
A10 A12
A53 A14 A15
A16A40
A6
A51 A52
Abb. 1: Panneau de commande FeederPanel
Le panneau de commande FeederPanel est
exploité en option dans un coret d'avance du
l. En association avec une source de courant
avec panneau de commande Basic, BasicPlus
ou ControlPro.
A1 LED Remplissage des cratères
s'allume lorsque la fonction Remplissage des cratères
est sélectionnée
A2 Touche Remplissage des cratères
Remplissage des cratères = appuyer brièvement sur la
touche
A4 Acheur 7 segments gauche
ache la vitesse d‘avance du l (uniquement pour les
modes Manuel, Synergic et SpeedArc) ou le courant de
soudage (uniquement pour MMA et TIG).
A6 LED Régulateur
s'allume lorsque le régulateur est raccordé.
A7 LED Hold
s'allume une fois que le processus de soudage est
terminé. La dernière intensité et tension de courant
sélectionnée est indiquée sur l'achage à 7 segments
(A4 et A12).
A10 Indicateur de niveau de la valeur de paramètre
Flèche vers le haut = la valeur réglée est plus impor-
tante que la valeur par défaut
Flèche vers le bas = la valeur réglée est plus faible que
la valeur par défaut
A12 Acheur 7 segments droit
ache la tension de soudage ou le matériau d‘élec-
trode (pour MMA uniquement).
A14 Touche Test de gaz
En appuyant brièvement sur la touche, le test de gaz
démarre pour 30 sec.
A15 LED Test de gaz
s'allume lorsque le test de gaz est en cours.
A16 LED Achage des unités
indiquent si les valeurs de l'acheur 7 segments A12
sont un pourcentage ou une tension.
A40 LED Achage des unités
indiquent si les valeurs de l'acheur 7 segments A4
sont des millimètres, des mètres par minute ou des
ampères
A41 Bouton rotatif A41
permet de régler les paramètres principaux: vitesse
d'avance du l, courant de soudage et épaisseur du
matériau.
Sert à la sélection du paramètre secondaire pour
l'aectation des touches F1/F2.
A42 LED VRD (uniquement avec les appareils équipés de
VRD)
s'allume constamment lorsque la fonction VRD est
activée (réduction de la tension de marche à vide).
Clignote lorsque la tension de sortie dépasse la valeur
autorisée par la norme (p. ex. en service de soudage).
A44 Bouton rotatif A44
permet de régler les paramètres principaux: tension
de soudage et longueur d'arc.
Sert au réglage de la valeur des paramètres secon-
daires lorsque le paramètre secondaire est activé (la
LED F1/F2 A51/A52 s'allume).
A50 Touche F1
sert à l'activation de la sélection des paramètres secon-
daires (appuyer sur la touche pendant 2 sec).
Sert à l'enregistrement du paramètre secondaire sélec-
tionné (appuyer 2 sec).
Sert à appeler le paramètre secondaire enregistré
(appuyer brièvement).
i
 Loading...
Loading...