MM-400A
13. Error List and Maintenance
13-6
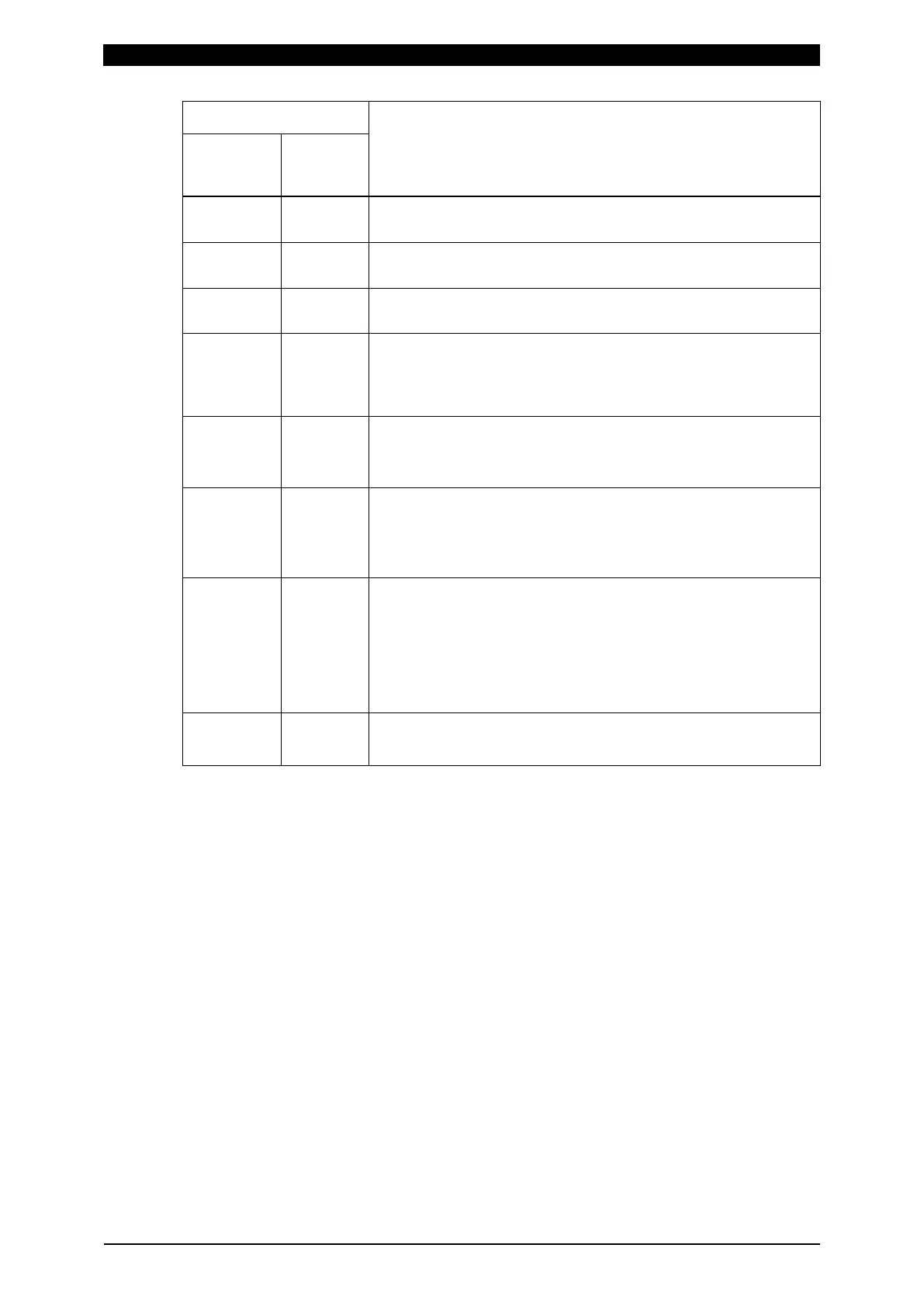
Judgment display Description
MEASURE
MENT
HISTORY
screen
GOOD G Measured value is between the upper and lower limits set in
the COMPARATOR screen.
NG UPPER U Measured value is greater than the upper limit set in the
COMPARATOR screen.
NG
LOWER
L Measured value is smaller than the lower limit set in the
COMPARATOR screen.
NO CURR C Input must be fed to the NO CURR signal if you wish to use the
lack of current judgment feature in the event of lack of welding
current (if lack of current flow is detected). (Refer to Chapter
10, “(2) Description of the External I/O Signals.”)
OVER O Measured value is outside the measurable range.
Check the range for each item. Check also whether the welding
power supply is operating properly.
PULSE NG I Current flow stopped before the set number of stages was
reached during impulse measurement.
Check the impulse settings. Check also whether the welding
power supply is operating properly.
PARITYNG P The total number of schedule selection and parity signals
closed is not odd.
Select the parity signal and close the schedule selection and
parity signals so that the total number of closed signals is odd.
This error occurs if you have selected ON for the parity terminal
in the EXT INPUT/OUTPUT (4) screen.
COUNT UP None Count exceeds the preset value.
Check the preset counter or reset the count.