Panel obsługi FeederPanel
- 170 -
02.20909.2079.9-03
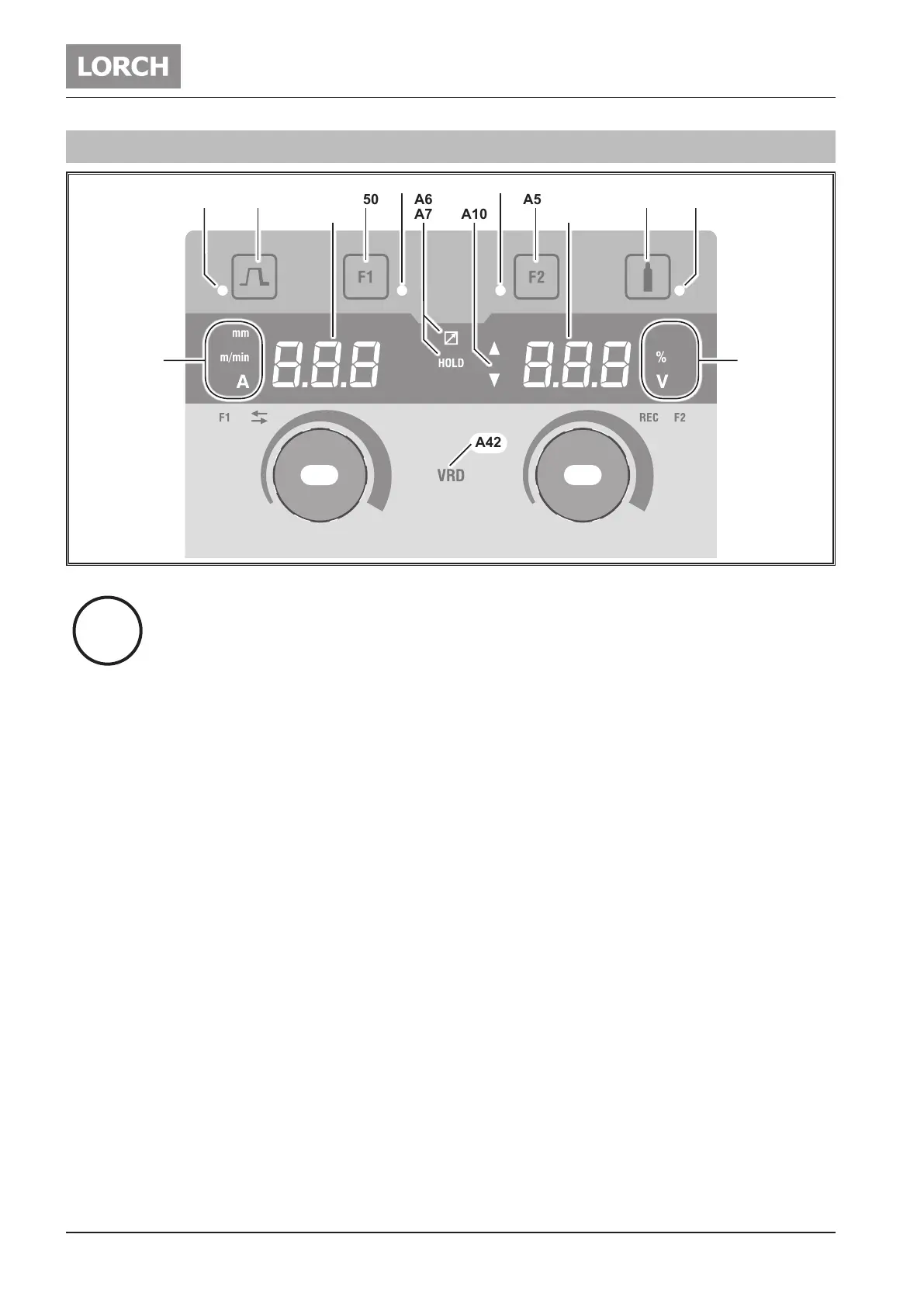
1 Panel obsługi FeederPanel
A7
A50
A42
A41 A44
A4
A2A1
A10 A12
A53 A14 A15
A16A40
A6
A51 A52
ilustr. 1: Panel obsługi FeederPanel
Panel obsługi FeederPanel może być stosowa-
ny opcjonalnie w podajniku drutu. Odbywa się
to w połączeniu ze źródłem prądu spawalni-
czego, z wykorzystaniem panelu obsługi Basic,
Basic Plus lub ControlPro.
A1 Dioda LED „Wypełnianie kraterów”
świeci się po wybraniu funkcji „Wypełnianie kraterów”
A2 Przycisk „Wypełnianie kraterów”
Wypełnianie kraterów = krótkie naciśnięcie przycisku
A4 Wyświetlacz cyfrowy lewy
wyświetla prędkość posuwu drutu (tylko w trybie
Manual, Synergic i SpeedArc) lub prąd spawania (tylko
w MMA i TIG)..
A6 Dioda LED „Zdalne sterowanie”
świeci się przy podłączonym zdalnym sterowaniu.
A7 Dioda „Hold“
świeci się po zakończeniu procesu spawania. Ostatnio
stosowane przy spawaniu natężenie prądu i napięcie
spawania zostaną wyświetlone na wyświetlaczu cyfro-
wym (A4 i A12).
A10 Wskaźnik poziomu parametru
Strzałka w górę = ustawiona wartość jest wyższa od
domyślnej
Strzałka w dół = ustawiona wartość jest niższa od
domyślnej
A12 Wyświetlacz cyfrowy prawy
wyświetla wybrane napięcie spawania lub materiał
elektrody (tylko w MMA).
A14 Przycisk „Test gazu”
Krótkie naciśnięcie przycisku uruchamia test gazu na
30 s.
A15 Dioda LED „Test gazu”
świeci, gdy aktywny jest test gazu.
A16 Diody LED jednostek
informują, czy na wyświetlaczu cyfrowym A12 wskazy-
wane są wartości w procentach czy w woltach.
A40 Diody LED „Jednostki”
informują, czy na wyświetlaczu cyfrowym A4 wskazy-
wane są wartości w milimetrach, metrach na minutę
czy w amperach.
A41 Pokrętło A41
służy do ustawiania parametrów głównych prędkości
podawania drutu, prądu spawania i grubości materia-
łu.
Służy do wyboru parametru dodatkowego przypo-
rządkowania przycisków F1/F2.
A42 Dioda LED VRD (tylko w urządzeniach z VRD)
świeci przy włączonej funkcji VRD (redukcja napięcia
jałowego).
Miga, gdy napięcie wyjściowe przekracza wartość
dopuszczaną przez normę (np. w trybie spawania).
A44 Pokrętło A44
służy do ustawiania parametrów głównych – napięcia
spawania i długości łuku spawalniczego.
Przy aktywnych parametrach dodatkowych (dioda LED
F1/F2 A51/A52 świeci) służy do ustawiania wartości
parametru dodatkowego.
A50 Przycisk F1
służy do aktywacji wyboru parametru dodatkowego
(wcisnąć przez 2 s).
Służy do zapisywania wybranego parametru dodatko-
wego (wcisnąć przez 2 s).
Służy do wywoływania zapisanego parametru dodat-
kowego (nacisnąć krótko).
i
 Loading...
Loading...