Appendix I
ZCast Design Guide - 14
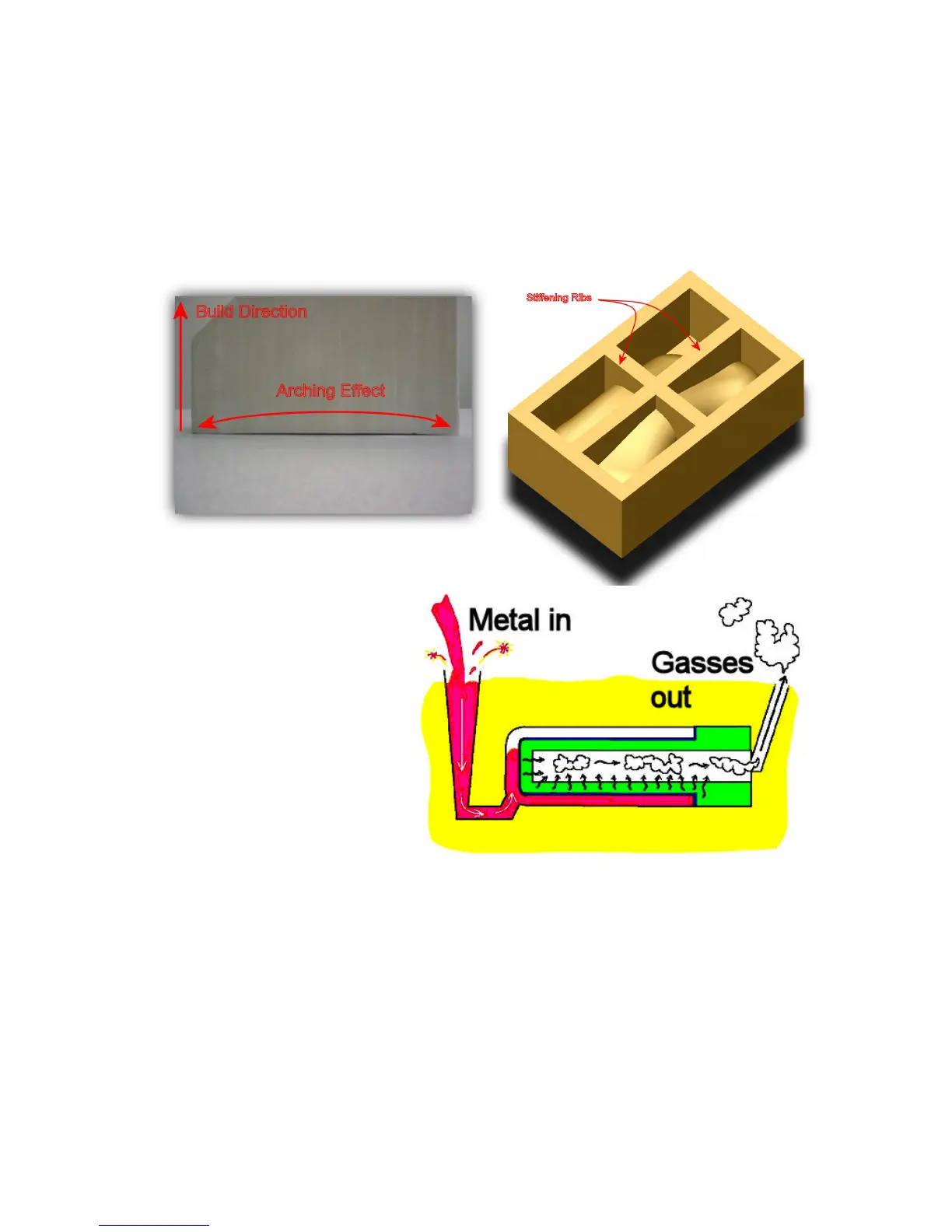
Arching is a phenomenon that occurs on the first few layers printed. It diminishes as the part
continues to build. To minimize arching, print the non-critical faces of your mold facing
downwards.
6.5 Venting
Perhaps the most important
concept in ZCast mold design is
venting. The mold must be
properly vented to avoid entrapping
gases in the cast part, and, more
importantly, to avoid violent release
of gases through the molten metal.
For those familiar with traditional
sand casting, it will be observed
that a ZCast mold (even when
properly vented) may smoke more
than conventional foundry sands.
Vents can be small holes (usually
at high points on the casting) extending through the cope to the atmosphere. These are often
small enough (.125” (3mm) is recommended) to freeze off before the metal reaches the exterior
of the mold.
Vents also must be used in cores (figure 9). When molten metal comes in contact with ZCast
compounds, out-gassing occurs. If the cores were solid, the gas would have nowhere to go but
into the metal. When gas passes through the metal as it cools, it can be trapped, forming pockets
called porosity. To avoid this, the cores can be hollowed with the hollow sections vented through
the core print to the outside of the mold. It is important to keep the venting path away from the
metal path. The core vents should be
Figure 8: Arching
Figure 7: Addition of
stiffening ribs printed in the
shelled mold