64 service@zcorp.com
ELECTROPLATING
Parts printed on the ZPrinter 310 can be easily prepared and electroplated for the look and feel of a metal part.
Preparation
Preparation is the most important step in producing a good electroplated surface.
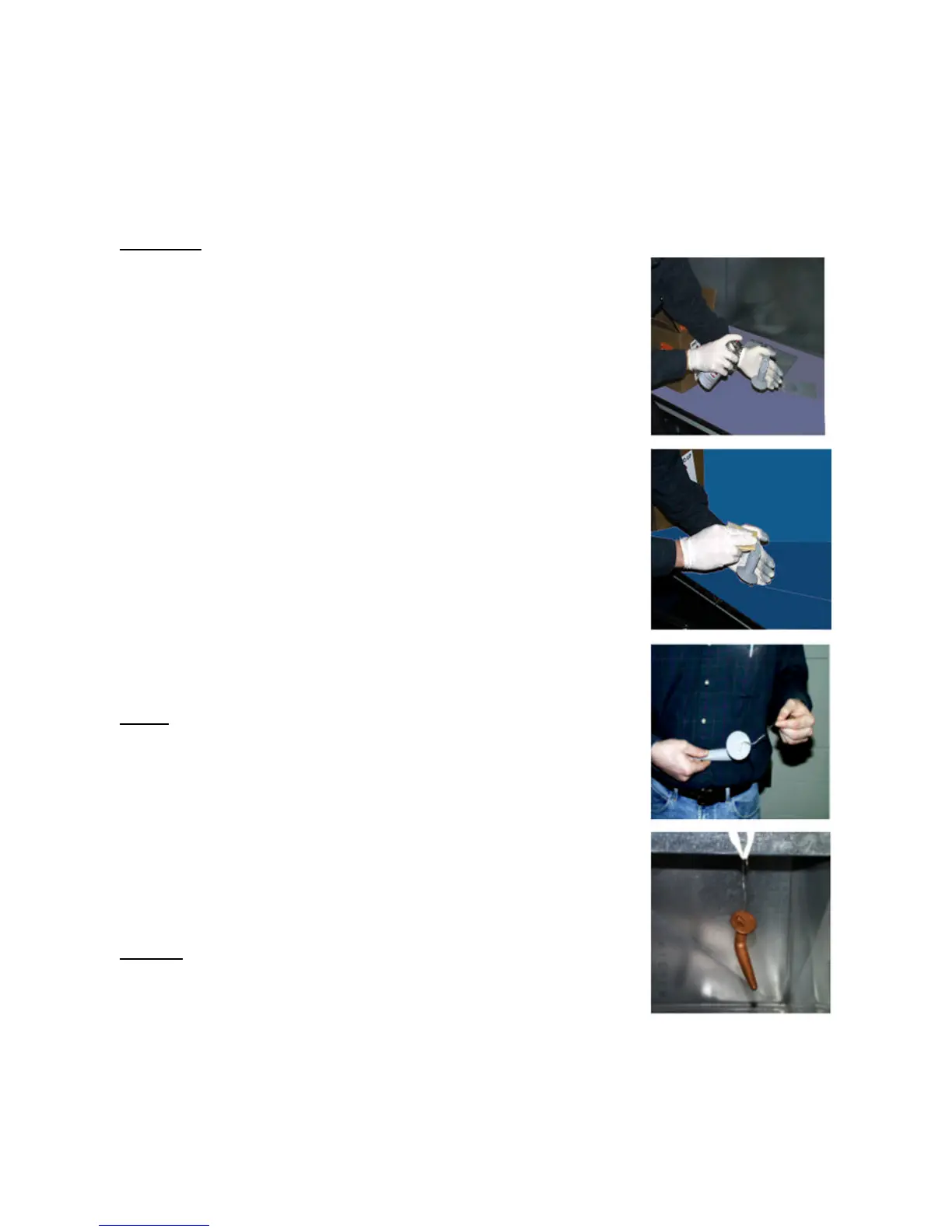
1. Both starch and plaster-based powder parts can be used as the base parts for
electroplating. Parts should be well infiltrated with cyanoacrylate resin or epoxy
and sanded with 220-grit sandpaper. Do not wax the parts.
2. Spray parts with a sandable primer (such as Rust-Oleum Auto Primer), let dry,
and sand again. In order to create a smooth metal finish, the part must be sanded
as smooth as possible.
3. Once sanded to satisfaction, clean the part with a damp paper towel.
4. To aid in the spraying process, and make it easier to get a good contact when
plating, it is a good idea to attach wire before painting the parts. Wire can be
attached to any non-visible surface with cyanoacrylate resin.
5. After the wire is securely attached, spray the entire part, including the wire,
with a conductive paint. There are a variety of conductive paints on the market
(such as Agri Systems Non-Stick Graphite Paint, as well as Dalmar Easyplate
Copper Conductive Paint).
6. The conductive coating is critical to good plating. Spray all parts well and
evenly. Do not leave any surface uncoated. Be especially careful of where the
part is held while you spray it. Do a second coating to cover these spots.
Plating
While any electroplating shop should be able to plate the parts at this point, it is a
good idea to find a shop that has experience with plating nonconductors, when
possible.
During the plating process, the first bath will be a copper strike. This bath will use
a relatively low current. The paint you use may come with directions for the
current and voltage that should be used for this coating. If not, a good guideline
is to start at 1 to 2 amps/square foot and increase that amount as the part starts
to plate. Once this first layer has been plated, the following coats can be plated
as normal. If the surface is not leveling, it can be sanded in between baths to
help get a shiny finish.
Contacts
If you would like to have a part plated, we recommend contacting Jason Channell
at Associated Electroplaters, Inc. Phone Number (248) 547-5520.