Appendix I
ZCast Design Guide - 17
6.8 Mating Surfaces
The mating surfaces of the mold should be offset to accommodate for surface imperfections. A
total gap of 0.020” (0.5mm) should be created, in the model, at all mating surfaces. The offset
can be created on either side of the parting surface or split between them.
Even with an intentional gap, there will likely be
some portion of the mold or core that rubs against
another part when the mold is assembled. When
one ZCast object rubs against another ZCast object,
they essentially sand each other down, leaving a
little bit of loose sand. Since this is bound to
happen, you should prepare for this by leaving room
between cores and core prints, and, where possible,
at junctions on the parting line, taking care not to
extend this gap into the path of metal. Add a small
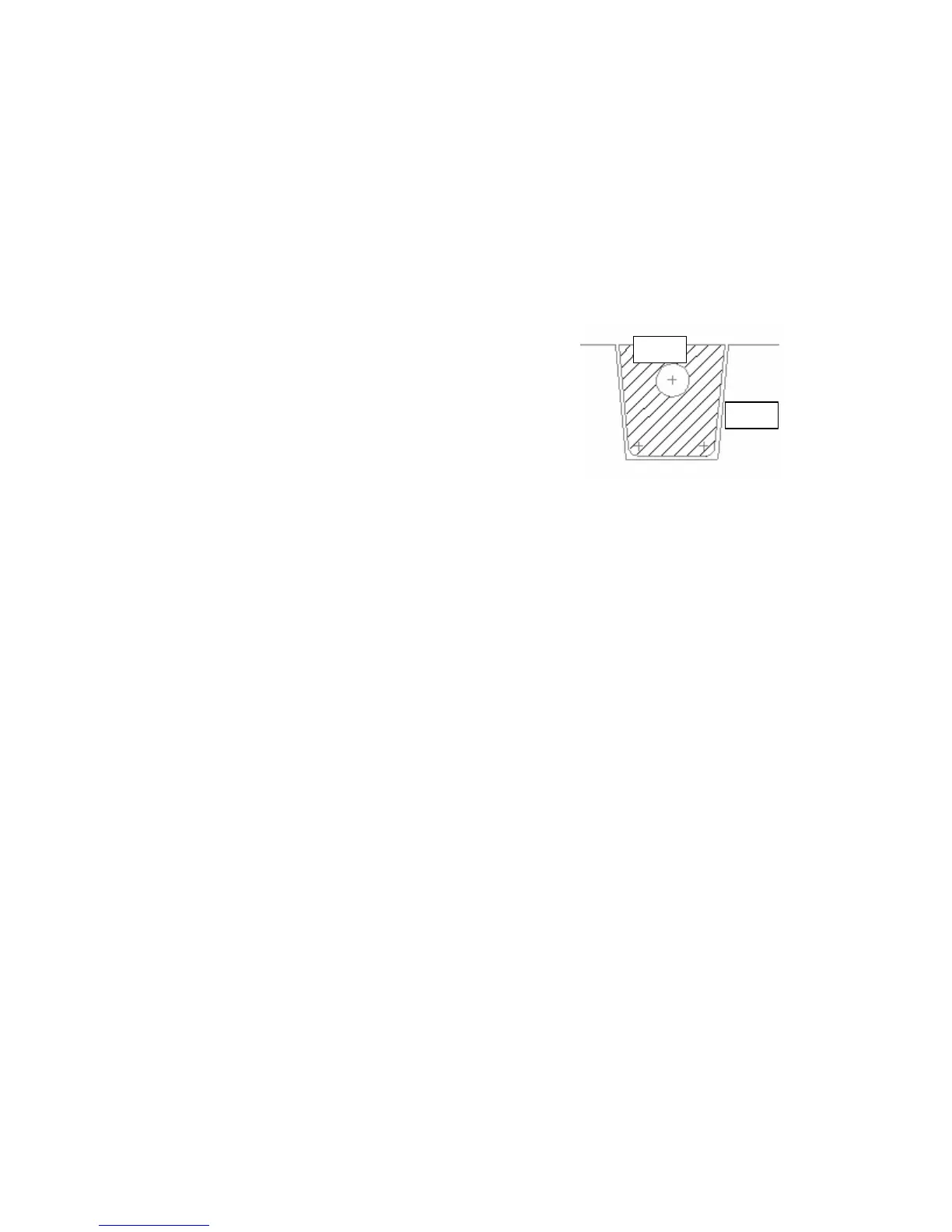
radius the bottom edges of core prints where they sit
in the cope or drag; this provides space for loose
powder to collect safely away from metal flow.
A foundry will typically seal parting surfaces with
core paste. A bead of this material is placed around the outer edges of the mating surfaces of the
mold and across the core prints to prevent leakage.
6.9 Geometry Guidelines
For the majority of metals that can be poured in ZCast 500 molds, the following are the geometric
limitations:
• Minimum core size – 3.5 to 4.0mm. some distortion will occur of small cores project
across large distances.
• Minimum cast feature size (positive feature) – 3.0mm (thinner ribs have been cast, but
there are limits on how far the feature can extend)
• Volume – no tested limit. Size limitations are related to build size, however molds can
also be built in sections and assembled to make much larger molds.
• Closed/nearly closed volumes – if the core does not have enough body at the core print
to support itself (for example the core of a two liter soda bottle – very narrow neck with
respect to the size of the core), then the core may break in the mold. If the core narrows
down at the core print so that the bulk of the core cannot be vented, then there is risk of
high porosity in the casting.
Figure 11: Tapered core and core print.
Core has radiused bottom edge. Add
offset between mating surfaces.
Core