49www.zcorp-users.com
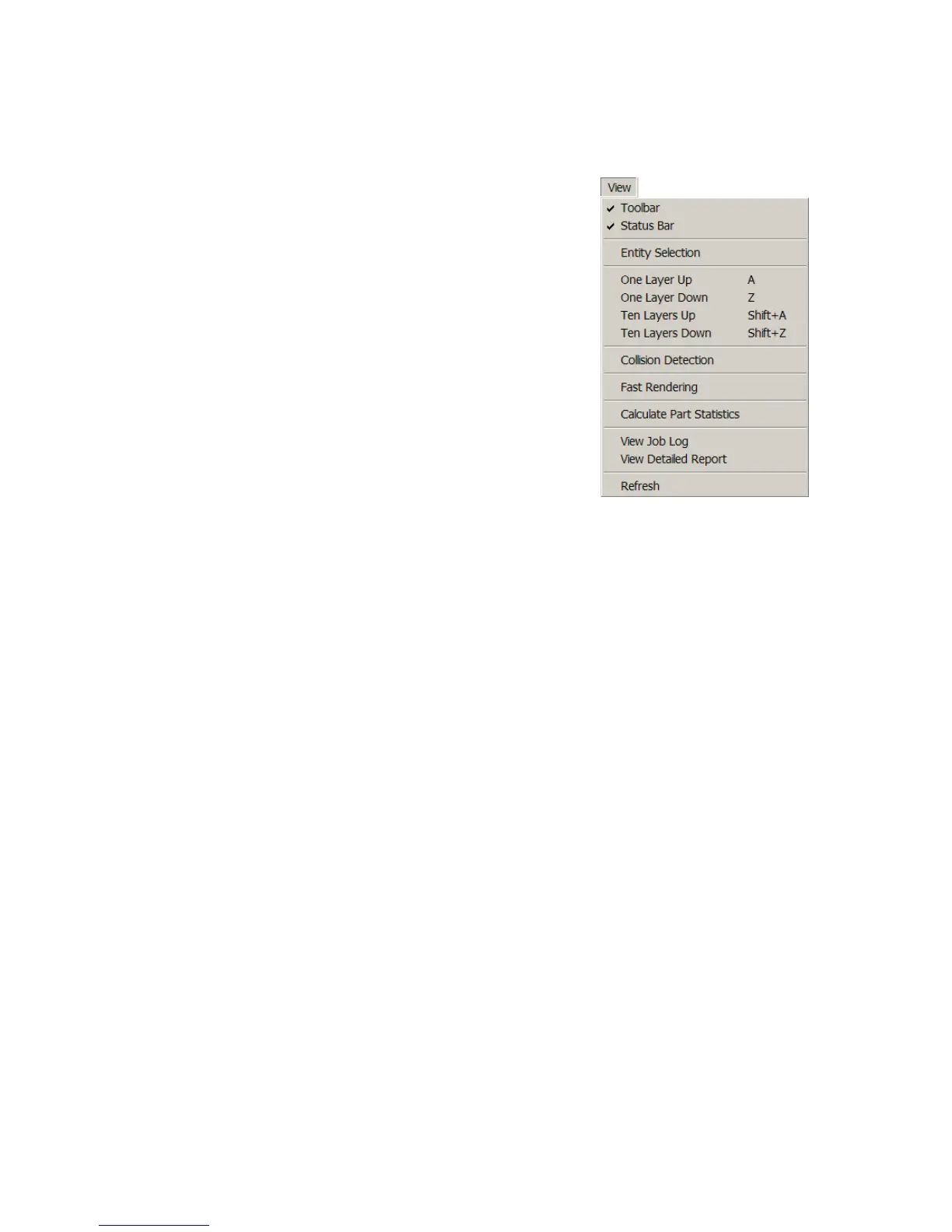
• It is also strongly recommended that slice viewing and collision
detection (if more than one part is being printed) be used before
start the build. These features are found under the View menu.
• Slice viewing allows you to view the cross sections of the part
to identify any slice errors.
• Collision detection will scan through the slices and report the
layer in which part overlapping is found.
SETTING POWDER PARAMETERS
ANISOTROPIC SCALING VALUES
Anisotropic scaling values scale the model to accommodate any shrinkage or expansion of the part either due to
characteristics of the material system or infiltrant system being utilized. A scaling value of one (1) is equal to
100% of the part in a specific axis. If the part shrinks 1% in a certain axis, the correct anisotropic scaling value
would be 1.01 in that axis. The ZPrint Software will display the recommended values for each powder type. The
scaling factors may differ according to wall thickness and geometry of the part. A higher accuracy level may be
obtained by measuring the part and adjusting anisotropic scaling values as needed. To obtain new anisotropic
scaling factors that are part specific, print the part with scaling factors of one (1) in all axes. Once the part is
completed, post-process the part. Measure the x-, y-, and z-axes. Divide the nominal value by the measured
value. For example, if the printed part had a nominal value of 1 and had a measured value of 0.98, the scaling
value would be 1.02. After calculating the anisotropic scaling values, input them into the software and reprint the
part and follow the post-processing procedure.
1. Plaster Material System
The plaster material system has been found to remain dimensionally accurate during printing and thus, the
recommended anisotropic scaling values are one (1) in all axes. If the infiltrant system being used changes the
accuracy of the part, please alter the values as needed.
2. Starch Material System
The shrinkage found in the starch material system is proportional to the part geometry and the drying time of the
part. The longer the part is left to dry, the larger the shrinkage value. The part is most stable in the x and y-axis and
shrinks more in the z-axis. Thus, the anisotropic scaling factor of the z-axis will always be greater than the values
for both the x- and y-axes.
3. ZCast Material System
The ZCast material system has been found to remain dimensionally accurate during printing and thus, the
recommended anisotropic scaling values are one (1) in all axes.